 Hungary
Hungary
 Többet tervez vásárolni? Kérjen árajánlatot
Többet tervez vásárolni? Kérjen árajánlatot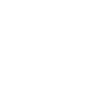
Hogyan lehet meghosszabbítani a fúrókalapácsok szerszámbefogó rendszerének élettartamát
Elektropneumatikus fúrókalapáccsal történő fúráskor a fúrószár úgy működik, mint egy forgó véső. Ha a véső hegyén a fúrószár hegyéhez hasonló keményfém vágóélünk volna és vésés közben forgatnánk a vésőt, akkor elég közel lennénk a fúrókalapáccsal történő fúrás elvéhez (1. ábra). Az egyetlen különbség az lenne, hogy a véső forgásának sebességében és a percenkénti ütések számában jóval elmaradnánk a géptől.
Az elektropneumatikus fúrókalapácsok fordulatszáma és ütésszáma változó, és a gyártó igyekszik úgy kialakítani őket, hogy a motorteljesítmény és a gép súlya tekintetében megtalálják az optimális arányt.
A legelterjedtebb kategória az SDS-plus gyorskioldó rendszerrel ellátott, általában 2,5-3,5kg tömegű, legfeljebb 850W teljesítményű, kb. 2,5-3,5J ütési energiájú, kb. 1000 fordulat/perc fordulatszámú és 3000-4000 ütés/perc ütésszámú, kisméretű fúrókalapácsok kategóriája.
Az SDS-max gyorskioldó rendszerrel ellátott fúró- és vésőkalapácsok súlya nagyobb, leggyakrabban 5-7kg közötti , motorjuk teljesítménye pedig 1000W körüli. Kisebb testvéreikhez képest a fordulatszámuk körülbelül feleakkora, az ütéseik száma is alacsonyabb (percenként kb. 2500), de az ütési energiájuk háromszor nagyobb - akár 10J.
A fúrókalapácsok meghibásodásának egyik leggyakoribb oka minden bizonnyal a gyorskioldó tokmányrendszer. Ez az összes fentebb említett művelet "kimeneti végrehajtója", és mivel a javítása korántsem olcsó mulatság, érdemes tudni, hogy milyen kevés kell a felesleges javítások elkerüléséhez.

1. ábra. Véső SDS-plus szárral
SDS-plus rendszer: szárátmérő 10mm
A Robert Bosch cég szabadalma az SDS-plus gyorskioldó rendszerre (2. ábra) valóban úttörő találmány volt. Beszélni fogunk azonban a gyenge pontjairól is, és arról, hogyan lehet ezeket legalább részben kiküszöbölni.
2. ábra. SDS-plus gyorskioldó rendszer
Az SDS-plus gyorskioldó rendszerrel (1) ellátott fúrószárak vagy vésők külső szárátmérője (2) 10mm. A szárra két ellentétes irányú horonypár van marva.
Az egyik pár horony zárt (3), amelyet néha reteszelő hornyoknak is neveznek. Ezek feladata, hogy a fúrófejet a 7mm átmérőjű acélgolyók (4) segítségével a gyorskioldó rendszerben tartsák, hogy az ne essen ki. Amikor a fúrószárat behelyezzük a kalapácsba, halljuk a jellegzetes "kattanást" - azt, hogy a golyó (vagy golyók) bepattantak a reteszelő hornyokba. A kb. 20mm-es hosszukat úgy választották meg, hogy biztosítsák a fúrószár szükséges szabad mozgását, amikor az ütközőszár a fúró szárába ütközik. Egy rögzítőgolyó elegendő ahhoz, hogy a fúrószárat a gyorskioldó rendszerben tartsa, két golyót csak kivételes esetekben használnak.
A második horonypár nyitott (5). A hornyok 2mm mélyek és 40mm hosszúak - ez azt jelenti, hogy a 10mm átmérőjű szárból jelentős mennyiségű anyagot távolítottak el, és a szár átmérője ezen a ponton (6) csak 6mm.
Ez a két horony jelentősen gyengíti a fúrószárat, de szilárd támaszt nyújt a két retesznek (3. ábra), amelyek beleilleszkednek. A két nyitott horony és a fúrókalapács tokmányában lévő két szerszámtartó retesz érintkezési felületei fölfekszenek egymásra. A reteszek 15mm hosszúak, magasságuk megegyezik a horony mélységével - mindegyiknek az érintkezési felülete 30mm2, tehát összesen 60mm2. Mindkettő a fent említett 40mm-es horonyban mozog. Fő feladatuk a forgómozgás átvitele, másodlagos szerepük pedig az, hogy "ne akadélyozzák" az ütési funkciót. Tehát könnyen kell mozogniuk, és ebben segíthetünk nekik. Például rendszeres kenéssel.
A fúrószár így jól be van biztosítva a fúrás közbeni elfordulás ellen. Mindig azok az érintkező élek vannak terhelésnek kitéve, amellyek fogásban vannak. Hogy mellyek, ez attól függ, hogy a fúró melyik irányba forog. Természetesen véséskor nem terhelődik egyetlen érintkező él sem - a véső nem forog munka közben.
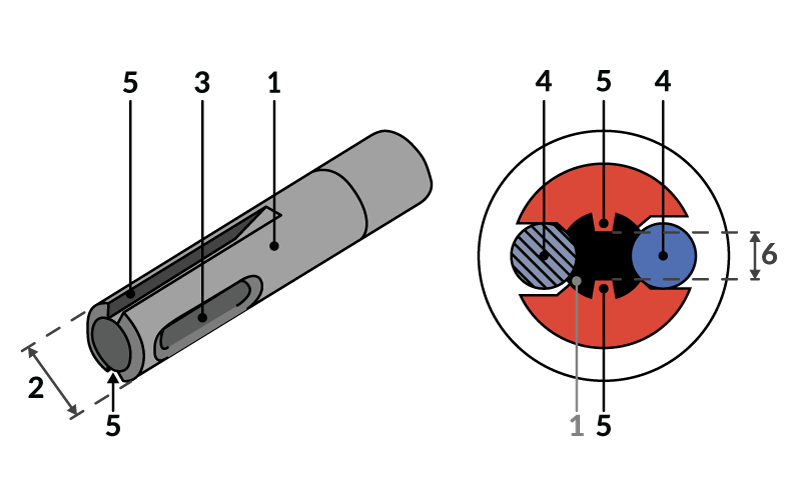
3. ábra. SDS-plus szerszámbefogó mechanizmus a két retesz (A) és a rögzítőgolyó (B) közeli nézetével.
Animáció az SDS-plus gyorskioldó rendszerről
A mechanizmusnak, amely mindezt biztosítja, olyan zökkenőmentesen kell működnie, mint egy jól olajozott gépezetnek. Az animáción látható, hogy mi történik az orsón – az ütközőszár a fúrószár minden fordulata alatt háromszor üt a fúrószár végére.
A fúrószár végének érintkezési felülete
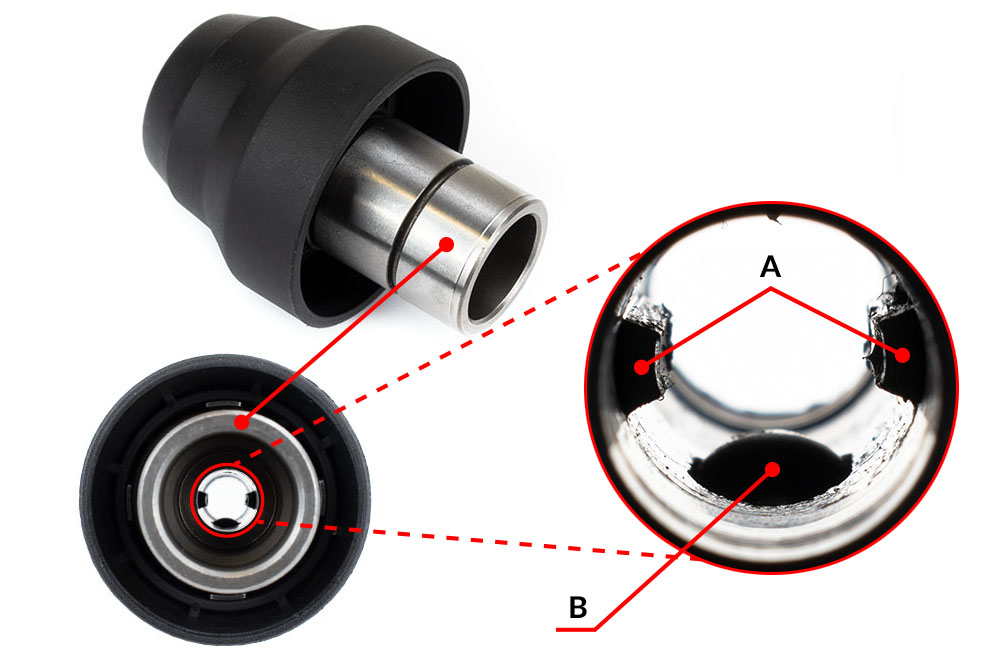
Ez az a felület, amelyet az ütközőszár üt. Mivel a fúrószár 10mm átmérőjű szárral rendelkezik, azt feltételezznénk, hogy ez a terület körülbelül 78mm2. De vigyázat! Ezt a területet nagymértékben csökkenti az élek lesarkalása, hasonlóan ahhoz, ahogyan például a kézi vésők végét lesarkalják (4. ábra). A lesarkalással a szár kerületéből kb. 2mm-t távolítanak el, és ez a két milliméter a területet kevesebb mint a felére csökkenti - a szár végének érintkezési felülete csak kb. 28mm2. Minél kisebb a terület, annál jobban fel fog melegedni.
Mivel az ütési energia és a forgási mechanizmus kis felületekre koncentrálódik, nemcsak az anyaggal szemben támasztanak magas követelményeket, amelyből az egyes alkatrészek és a fúrószár érintkező felületei készülnek, hanem az egész mechanizmusnak is könnyen kell működnie. Bizonyára tudják, hogy mit szeretnék mondani - a rendszert kenni kell.
Ezért érdekes lesz megvizsgálni a hőmérsékleteket a fúrószáron és az ütközőszáron - és az összehasonlítás kedvéért megnézzük a fúrószár hegyét is.
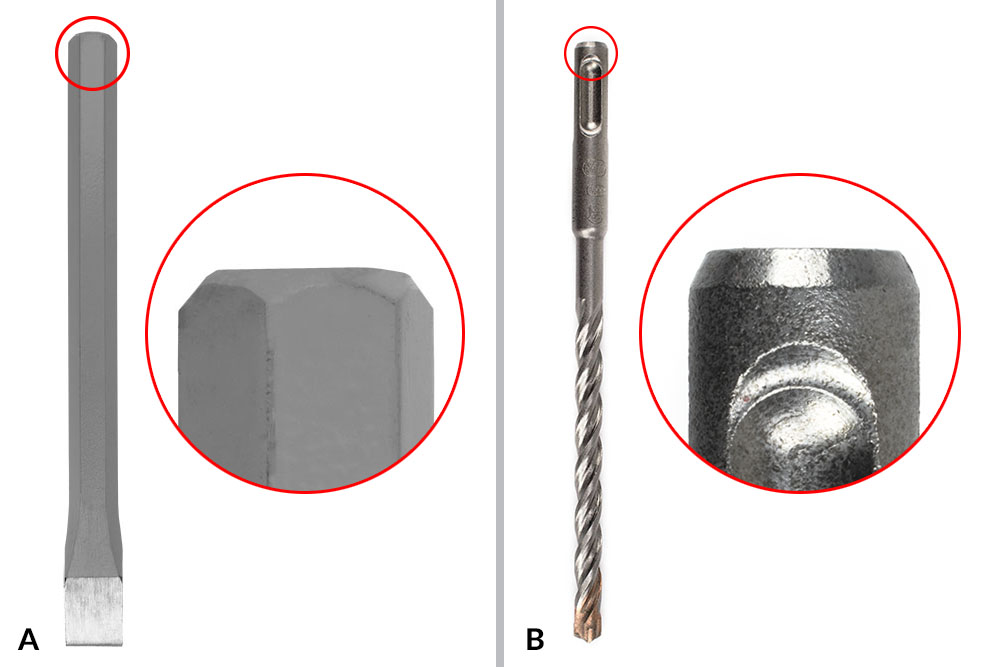
4. ábra. Kézi véső végződése (A) és SDS-plus fúrószár vége (B)
Hőmérséklet grafikonok
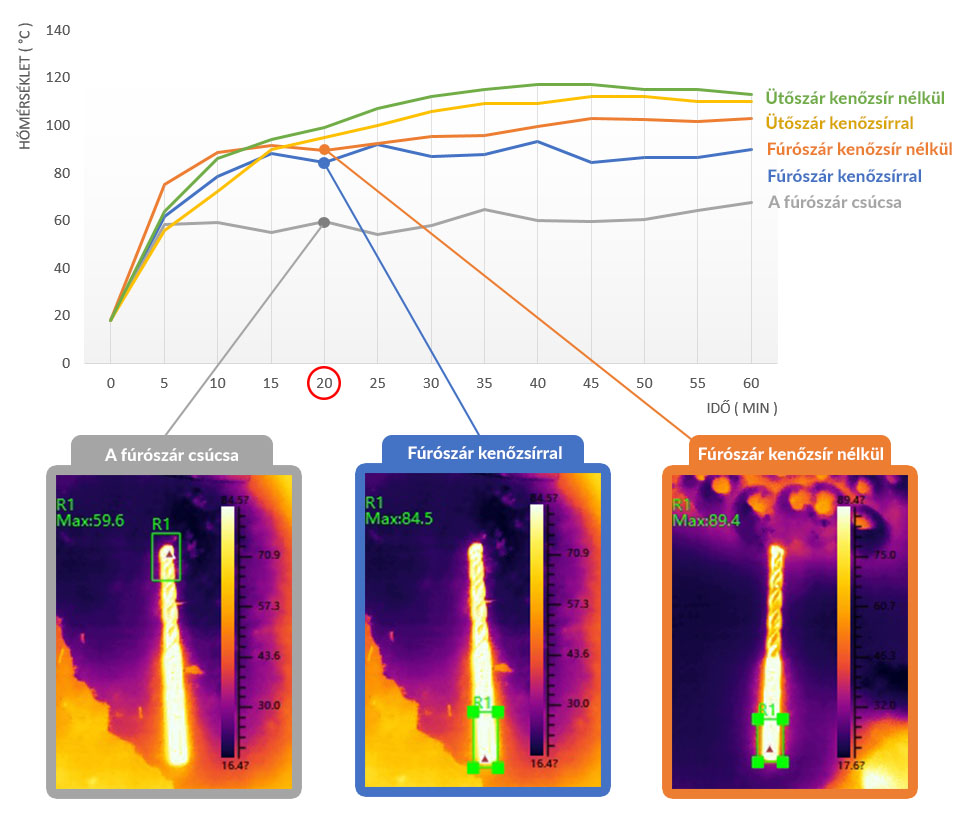
1. grafikon Hőmérsékleti viszonyok fúrás közben és hőkamerás felvételek a 20. percben
A fúrószárvég és a fúróhegy hőmérséklet fügvényének méréséhez TOPDON TC005 hőkamerát használtuk, az ütőszár hőmérsékletének mérésére pedig egy hőmérsékletmérő szondát - máskülönben nem tudtunk volna hozzáférni. A fúrást B25-ös osztályú betonban végeztük egy HERMAN BX-800 fúrókalapáccsal és egy 10 x 100/160mm-es HERMAN DC-20 Turbo fúrószárral. A fúrást két fázisban végeztük. Az első nap 60 percig fúrtunk kenés nélkül, ötpercenkénti mérésekkel. A következő napon ugyanez történt, de kenéssel. A kiindulási hőmérséklet mindig ugyanaz volt, 18°C. Mindkét napon mértük a hőmérsékletet a fúrószár hegyén, de a hőmérsékletkülönbség a száraz és a kenéssel ellátott szár között csak minimális volt, ami logikus. Ezért a fúróhegy hőmérsékletének fügvénye csak egyszer szerepel a grafikonon.
A grafikonból mindenekelőtt az látható, hogy a fúrás első perceiben milyen meredeken emelkedik a hőmérséklet az egyes mérési pontokon. A hegy hőmérséklete már öt perc elteltével 60°C körüli értékre állt be, míg a fúrószár és az ütőszár hőmérséklete 15-20 perc elteltével elérte a maximum 80%-át. Ideje szünetet tartani?
Az ütőszárnak a fúrószár végéhez történő ütései mindkét alkatrész hőmérsékletének hirtelen emelkedését okozzák. Az ütőszárnál magasabb hőmérsékletet mértünk, a fúrószárnál 10-15°C-kal kevesebbet. Jó megfigyelni azt is, hogy a megkent alkatrészek hőmérséklete mindig alacsonyabb volt, mint a szárazaké, bár a különbség nem volt nagy - mindössze 5-10°C. Ez azonban azt bizonyítja, hogy a kenőanyagnak hűtő funkciója is van.
Mégha kisebb mértékben is, de a súrlódás során keletkező hő is hozzájárul ehhez a hőmérséklethez. Két acél test súrlódási együtthatóját egy korábbi cikkben tárgyaltuk. A kenőanyag csökkenti a súrlódási felületek kopását, és tömítő funkciót is betölt - például kitölti a reteszek és a fúrószár hornyai közötti hézagot, továbbá az egész rendszer csendesebben működik, ezzel csökkenti a zajszintet.
A gyorskioldó tokmányrendszer tisztasága
A kenőanyagnak van még egy nélkülözhetetlen szerepe, mégpedig a gyorskioldó tokmányrendszer tisztítása. Lehet, hogy meglepődik, és úgy gondolja, hogy a por a kenőanyaggal tapad a szárra és a helyzet kenőanyaggal rosszabb, mintha a szár száraz lenne.
Ez nincs így.
A csúszófelületek közé kerülő por és szennyeződés koptatóanyagként hat, és nemcsak a fém alkatrészeket koptatja, hanem jelentősen korlátozza a tömítések élettartamát is. Fontos a befogómechanizmus kenése, de mindig "a szár kenéséről" beszélünk. A szár kenése a legegyszerűbb módja annak, hogy a kenőanyag a megfelelő helyre kerüljön. A kenés legjobb helye az ütőszár és a fúrószár vége közötti terület. Láttuk az ábrán - mind az ütőszár, mind a fúrószár vége rövid idő alatt felmelegszik, aminek következtében a kenőanyag megváltoztatja az állagát, kifolyik és kimossa a szennyeződéseket. A kenéshez magas hőbírású lítiumzsírt használunk.

5. ábra. Fúrás a mennyezetbe (A) a fúrókalapács helyzete a szünetben (B), tisztítás (C) és kenés (D)
A legtöbb por a mennyezetbe fúráskor kerül a fúrókalapácsba (5. ábra A). Ha a por bejutásának lehetőségét csökkentő elszívórendszer vagy más segédeszköz áll rendelkezésre, akkor természetesen ezeket használni kell. A legjobb megoldás azonban az, ha húsz perc fúrás után szünetet tartunk, a fúrókalapácsot az ábrán látható helyzetben pihentetjük, néhány perc múlva kivesszük a fúrószárat a tokmányból, megtöröljük, megkenjük, és így folytatjuk a munkát (5. ábra B, C, D). A fúrókalapács szerszámszárainak kenéséről itt olvashat bővebben.
Zárszó
A befogórendszer hosszú élettartamának eléréséhez az alapelvek egyszerűek: tisztaság, tisztaság és még egyszer tisztaság. Ezt a megfelelő kenőanyaggal a megfelelő helyen történő gyakori kenéssel érjük el. Ezzel csökkentjük az összes csúszó alkatrész kopását is - mert így a kenőanyag oda kerül, ahol szükség van rá.
Megjegyzés:
SDS-plus és SDS-max a Robert Bosch GmbH, Stuttgart, BRD védjegyei.
Kulcsszavak: tokmányrendszer élettartama, szár, szár kenése, befogórendszer tisztasága, SDS-plus, SDS-max
Források:
A HERMAN cég belső műszaki és oktató dokumentációi
Technická fysika (Bohumil Dobrovolný), kiadó: ROH, Prága 1952. - Műszaki fizika
Bosch Patent Nr. #4107949 (1976)


Mikulas Tóth –
Zrozumiteľné a výstižne napísané.
Érthetően és tömören megírva.
Lefordítani a szöveget Eredeti szöveget mutatniMartin Petrenko –
Užitočne rady.
Hasznos tanácsok.
Lefordítani a szöveget Eredeti szöveget mutatniDrahomír Tomaško –
Dobre číranie.
Zaujímavý a poučný článok.
Jó tisztás.
Lefordítani a szöveget Eredeti szöveget mutatniÉrdekes és informatív cikk.
Jan –
toto som nevedel. je to zaujimave
ezt nem tudtam. ez érdekes
Lefordítani a szöveget Eredeti szöveget mutatniMirka –
Poučný článok.
Tájékoztató cikk.
Lefordítani a szöveget Eredeti szöveget mutatniElectro Sistem Slovakia s.r.o. –
TO všetko používam a odporúčam ´daľším.
EZT használom és ajánlom másoknak is.
Lefordítani a szöveget Eredeti szöveget mutatniHanzelová Silvia –
Zaujímavé novinky. Zvažujem ich vyskúšanie Veľmi poučný článok a ľahko pochopiteľný
Érdekes hír. Azt fontolgatom, hogy kipróbálom őket. Nagyon informatív és könnyen érthető cikk
Lefordítani a szöveget Eredeti szöveget mutatniTomáš Giebel - ELEKTROLUIS s.r.o. –
jasné vysvětlení
világos magyarázat
Lefordítani a szöveget Eredeti szöveget mutatniRóbert Mužík –
maximálna spokojnosť
maximális elégedettség
Lefordítani a szöveget Eredeti szöveget mutatniPiotr Boyar –
Понятно, коротко и доходчиво. Спасибо.
Érthető, rövid és lényegre törő. Köszönöm.
Lefordítani a szöveget Eredeti szöveget mutatni