 Hungary
Hungary
 Többet tervez vásárolni? Kérjen árajánlatot
Többet tervez vásárolni? Kérjen árajánlatot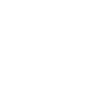
A tökéletes furatok készítésének titka
Ha a fúrószár nem pontosan a tengelye körül forog, akkor radiális ütés lép fel, és a fúrt furat nem tökéletesen kör alakú. Ez azonban fordítva nem igaz - a furat tökéletlenségét nem feltétlenül a fúrószár radiális ütése okozza.
A fúrás olyan művelet, amelynek során egy fúrószár segítségével kör keresztmetszetű furatot hoznak létre a megmunkálandó anyagban két mozgás segítségével amely a: forgácsoló forgómozgás (főmozgás) és az előtolómozgás.
Mindkét mozgás szerepet játszik a fúrás pontosságában, ezért az első kérdés, amit fel kell tenni, az az, hogy egy adott furat esetében mekkora a szükséges fúrási pontosság, és ez mitől függ.
Legtöbbször mindannyian a betétszerszám befogóendszerét gyanúsítjuk először, ha egy furat "nem megfelelő". Például az SDS-plus gyorskioldó rendszernek első ránézésre (vagy tapintásra) nagy radiális ütése van - de elsősorban betonba való fúrószárak rögzítésére tervezték, ahol nincs szükség nagy pontosságra. Természetesen egy ilyen fúrókalapáccsal fémbe is tudunk fúrni az SDS-plus adapter, tokmány és fémre való fúrószár, segítségével, de ideális furatokat ne várjunk - de az építkezésen ez rendben van, ha ilyen pontosság is elegendő.
Más a helyzet azonban, ha fába vagy fémbe fúrunk, és minden attól függ, hogy milyen pontosságra van szükség a fúrás során.
Ezért nem foglalkozunk a betonba, téglába vagy fába való fúrással, és a kérdés buktatóit a fémbe való fúrásnál ismertetjük.
A hagyományos fém fúrásához használt fúrószárak hengeres szárral rendelkeznek, ezért beszélni fogunk a hárompofás tokmányokról is, amelyekbe ezeket a fúrószárakat fúrás közben be kell fogni.
Alapvetően három tényező befolyásolja a furat végső alakját: az emberi tényező, a fúrószár és a fúrórendszer radiális ütése.
Az emberi tényező
Elektromos kézifúrógépekkel vagy akkumulátoros fúrócsavarozókkal történő fúráskor az emberi tényező kulcsszerepet játszik, és a legnagyobb hatással van a furat végső formájára.
Kevesen tudják ugyanis úgy tartani az elektromos kéziszerszámot a kezükben, hogy a fúrószár minden irányban merőleges legyen a fúrandó anyagra.
A fúrószárnak a merőlegestől való bármilyen eltérése esetén a keletkező furat nem kör alakú lesz, hanem a külföldi szakirodalomban " stadium " vagy "obround"-nak nevezett alakot vesz fel (1. ábra B) - ez egy téglalap, amelynek szembelévő oldalai félkörökkel végződnek. A kör alakú furatnak az olykor "meghatározhatatlan" alakúvá való deformálódása attól függ, hogy a fúrószárat fúrás közben mennyire és milyen irányban térítik el a merőlegestől.
1. ábra. A fúrási szögtől függ a furat alakja
A jó hír az, hogy ha szükséges, és rendelkezünk a megfelelő felszereléssel, ezt a tényezőt könnyen kiküszöbölhetjük - például egy asztali fúrógép használatával. Ez biztosítja, hogy a fúrószár merőlegesen álljon a fúráskor, és nekünk csak a megfelelő egyenletes előtolásra kell odafigyelnünk.
Ha azonban a fúrószár előtolása aránytalanul nagy, akkor túl nagy terhelés éri, és a fúrószár elhajlik (vagy eltörik). A meghajlott fúrószárral történő fúrás a fent leírt módon deformálja a furatot.
Természetesen ez a jelenség kézifúróval történő fúráskor is könnyen előfordulhat, ilyenkor a furatot eldeformáló hatás a fúrás közbeni pontatlan szerszámtartás miatt még nagyobb.
A fúrószár
A fúrószár radiális ütése, mint a deformált furat oka, közvetlenül az emberi tényező után következik (asztali fúrógépek esetében az 1. helyen áll).
Ezt egy egyszerű teszttel ellenőrizheti: fogja be a fúrószárat a tokmányba, fordítsa el a kéziszerszámot úgy, hogy elölről nézze a fúrószár közepét, és kapcsolja be a szerszámot. A gyakori átmérők esetében szabad szemmel is észlelheti a radiális ütést. Nem egy pontként látja a fúrószár középpontját, hanem körkörösen mozog.

2. ábra. Elhajlott fúrószár
Fémek fúrásához a leggyakrabban használt fúrószárak a DIN 338 szerinti szabványos hosszúságú HSS-R, HSS-G és HSS-E fúrószárak, illetve ezek meghosszabbított változatai, pl. a DIN 340. A boltokban beszerezhető fúrószárak minősége különböző - a csavart szög minőségűtől a nagyon kemény acélok fúrására való kobalt adalékkal készült fúrószárakig terjed. Egy dolog azonban közös bennük: kenni kell őket (pl. vágó- és fúróolajjal), megfelelő erővel kell előtolni őket fúráskor, és a 6 mm feletti átmérőjű fúrásoknál jobb, ha a furatot kisebb átmérővel előfúrjuk.
Ha nem keni a betétszerszámot, a fúrószár túlmelegedhet, és a túl nagy nyomás miatt elhajolhat (2. ábra). Ez az elhajlás fúráskor radiális ütésben fog megnyilvánulni, ami végül befolyásolja a furat végső alakját.
A fúróegység radiális és axiális ütése
A radiális ütés a forgó alkatrész aszimmetriáját kifejező mennyiség. Az axiális ütést a forgástengellyel egybeeső irányban, a radiális ütést a forgástengelyre merőleges irányban kell kiértékelni. A megnövekedett ütés az alkatrészek és csapágyak túlzott kopását okozza, és a fúrószár törését okozhatja.
A hengeres szárú fúrószár egy hárompofás tokmányba van befogva. Radiális ütés akkor keletkezik, ha a fúrószár nem tökéletesen a tengelye körül forog. Ennek megszüntetése vagy legalábbis minimalizálása fontos a furat kívánt méretének és alakjának eléréséhez.
A fúróegység ütése a tokmány, a csapágyak és a kimeneti tengely ütésének összege. Jó műszaki állapot esetén a kézi elektromos fúrógépekkel vagy akkumulátoros fúrócsavarozókkal történő fúrás esetén ezek hatása a furat kívánt alakjának deformációjára minimális.
Tokmány
A tokmányt a betétszerszám kéziszerszámba való befogására használják. A kéziszerszámok kétféle tokmánytípussal vannak felszerelve:
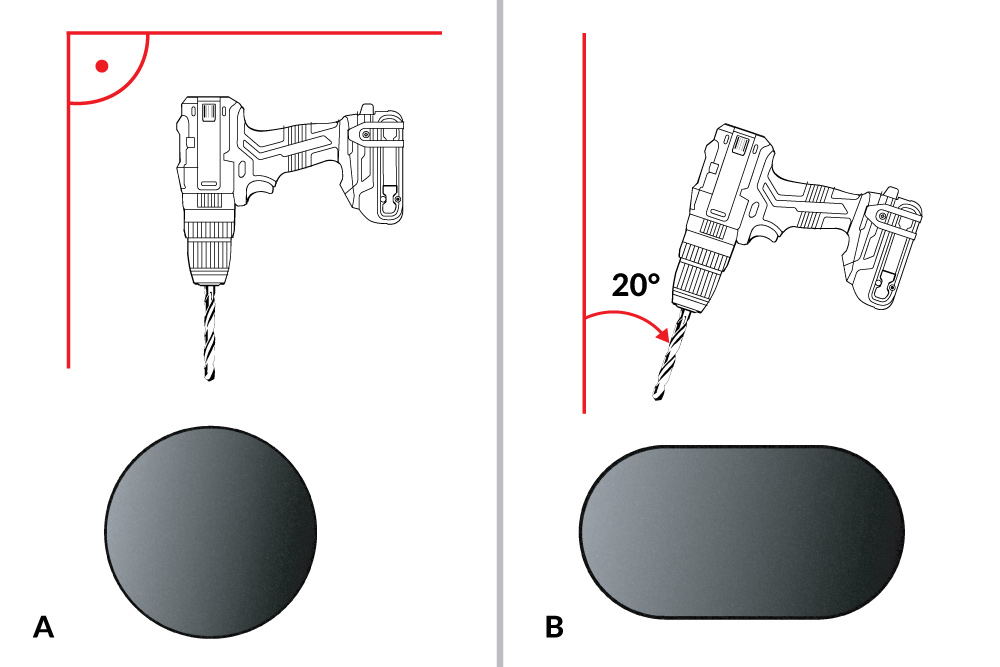
- Gyorskioldó tokmány (3. ábra A) - a betétszerszámot tokmánykulcs használata nélkül rögzíti. A betétszerszám rögzítéséhez húzza meg az óramutató járásával megegyező irányba a tokmányházat.
- Fogaskoszorús tokmány (3. ábra B) - a betétszerszám biztonságos rögzítéséhez a pofákat egy tokménykulccsal kell meghúzni.
3. ábra. Gyorskioldó tokmány (A), Fogaskoszorús tokmány tokmánykulccsal (B)

4. ábra. Tokmányok sérült szorítópofákkal
A legtöbb tokmány három önközpontosító szorítópofával rendelkezik. Ezek egyenletesen a középpont felé mozognak a tokmányházban, hogy a betétszerszámot és a tokmányba középen fogják be.
A fúrószárnak a tokmányba történő behelyezésekor győződjön meg arról, hogy a fúrószár megfelelően van behelyezve. Ha a fúrószár nem középen van a tokmányban, az radiális ütést okoz. A betétszerszámok nem megfelelő erővel történő meghúzása a tokmányban a betétszerszám elforgását és a szorítópofák sérülését okozza (4. ábra).
A csapágyak
Még új kéziszerszámok esetén is előfordulhat, hogy a tokmánynak radiális ütése van, amelyet a fúróorsó csapágyának játéka okoz. A csapágyjátékot úgy határozzák meg, mint azt a legnagyobb távolságot, amellyel az egyik csapágygyűrű a másikhoz képest radiális irányban (radiális holtjáték - 5. ábra A) vagy axiális irányban (axiális holtjáték - 5. ábra B) elmozdulhat. Csak a radiális holtjáték befolyásolja a fúrt furat végső alakját. Új szerszámnál ez a holtjáték elhanyagolható.
A fúróorsó csapágyainak kopása az orsó megnövekedett radiális ütésében nyilvánul meg, ami a tokmány körkörös forgását és ütését eredményezi. Az ily módon sérült csapágy az excentrikus forgás miatt károsítja a csapágyházat, amelyben elhelyezték.
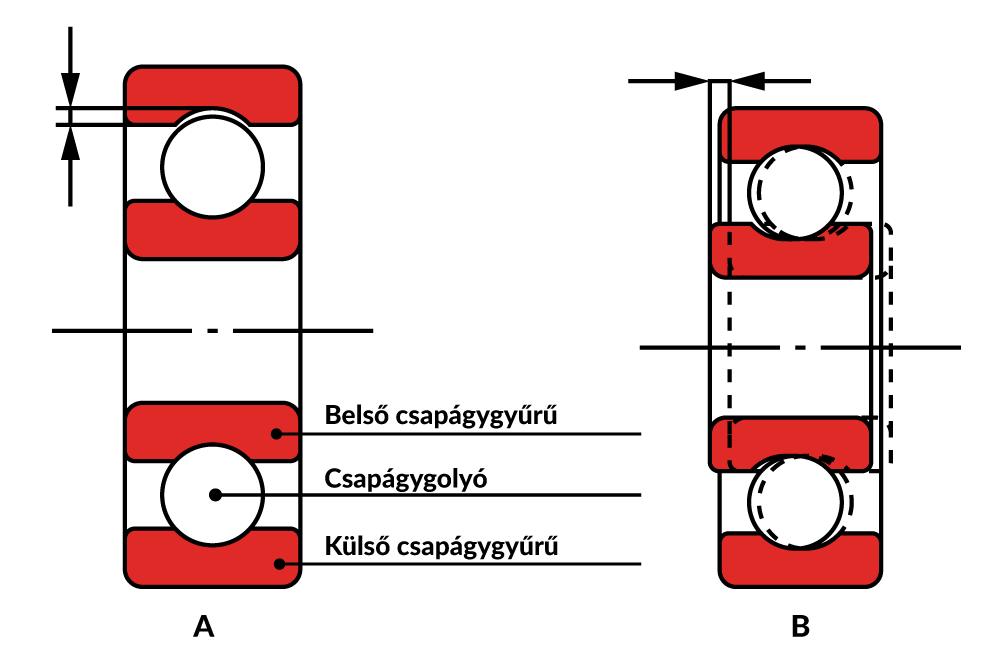
5. ábra. A csapágy radiális (A) és axiális játéka (B)
A kimeneti orsó
Maga a kimeneti orsó új szerszámok esetén elhanyagolható mértékű radiális ütéssel rendelkezik, de a helytelen kezelés, a túlterhelés vagy a nem megfelelő szerszámok használata jelentősen növelheti az ütés mértékét.
A maximális radiális ütés
A szerszámokban használt tokmányok és csapágyak bizonyos pontossággal, szabványok szerint készülnek. Az elektromos és akkumulátoros kéziszerszámokban használt tokmányok esetében legfeljebb 0,35 mm-es megengedett hézagot írnak elő. A csapágyak pontossága az ISO szerint öt osztályba van osztva. Az összes alkatrész - a tokmány, a csapágy és a kimeneti orsó – tűrési hézagjainak összeadása adja a szerszám maximális radiális ütését.
A pontos furat készítésének alapelvei
A 6. ábrán látható a különböző tényezők hatása az elkészült furat pontosságára.
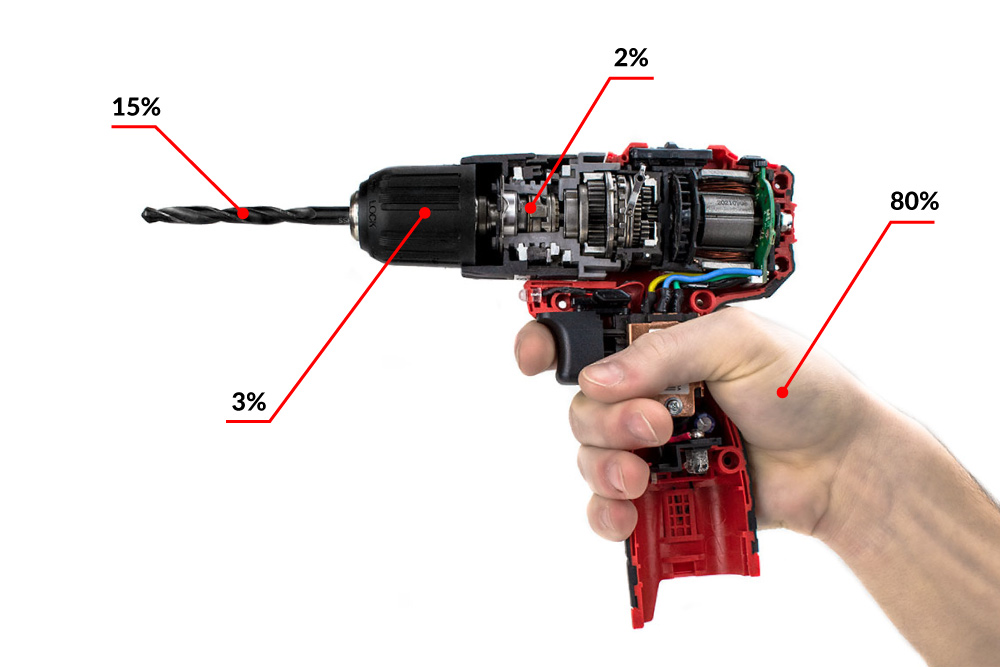
6. ábra. A fúrás szögének és az egyes alkatrészek dobásának hatása az elkészült furat pontosságára
Egyszerűen fogalmazva: amíg a tokmány nemkívánatos ütését nem látja szabad szemmel az indítás után, addig nyugodtan figyelmen kívül hagyhatja a csapágyak, az orsó és a tokmány radiális ütésének a hatását. Ügyeljen arra, hogy egyenes fúrószárral fúrjon, de ami a legfontosabb - fúrjon merőlegesen az anyagra. Az eredmény szó szerint az Ön kezében van!
Ha pontosabb furatokra van szüksége, használjon asztali fúrógépet, és gondosan ellenőrizze a fúrószár és a tokmány radiális mozgását. A megfelelő fúrási sebesség megválasztásával, valamint fúró- és hűtőolaj használatával megakadályozhatja a fúrószár túlmelegedését.
Fúrás közben ne gyakoroljon túl nagy nyomást - csak olyat, hogy a fúrószár forgácsolja az anyagot. Emellett mindig tartsa szem előtt, hogy a cikkben említett, a furat végső formáját befolyásoló tényezők annál nagyobb súllyal esnek latba, minél kisebb átmérőjű fúrószárat használ.
Kulcsszavak: fúrószár, fúrás, fúróegység radiális ütése, axiális ütés, radiális ütés, hengeres szár, tokmány, fúró, SDS-plus, SDS-max
Források:
A HERMAN cég belső műszaki és oktató dokumentációi
https://beliana.sav.sk/heslo/hadzavost
https://www.skf.com/my/products/rolling-bearings/principles-of-rolling-bearing-selection/general-bearing-knowledge/bearing-basics/internal-clearance
https://koyo.jtekt.co.jp/en/support/bearing-knowledge/10-0000.html
https://shop.eriks.nl/en/bearing-clearance/
https://www.yukiwa-usa.com/products/drillchucks/dcfaq01.php#a3


Tomáš –
Srozumitelně a jednoduše napsané. Čtu již nekolikátý článek zde o problematice vrtání. A pokaždé spokojenost s dobře podaným výkladem k dané problematice.
Világosan és egyszerűen megírva. Több cikket olvastam itt a fúrás kérdésével kapcsolatban. És mindig elégedett a probléma jól bemutatott magyarázatával.
Lefordítani a szöveget Eredeti szöveget mutatniMikulas Tóth –
Zrozumiteľné a výstižne napísané.
Érthetően és tömören megírva.
Lefordítani a szöveget Eredeti szöveget mutatniPetr Šindelář –
Zajímavé čtení
Érdekes olvasmány
Lefordítani a szöveget Eredeti szöveget mutatniJohnny –
Nepoužívam na vŕtanie do kovu rezné ani vŕtacie oleje tak asi preto mi dlho vrtáky nevydržia
Nem használok vágó- vagy fúróolajat fémek fúrásához, így valószínűleg ezért nem tartanak sokáig a fúróim
Lefordítani a szöveget Eredeti szöveget mutatniFedo –
Fajn clanok. Treba sa zamysliet pri zlej diere, či je chyba v sklučovadle alebo v nejakom lozisku.
Szép cikk. Rossz furatnál el kell gondolkodni azon, hogy a racsnisban van-e a hiba vagy valamilyen csapágyban.
Lefordítani a szöveget Eredeti szöveget mutatniTomáš Vojík –
Ano, lidský činitel 80 procent. Nemá cenu se vymlouvat na stroje.
Igen, az emberi tényező 80 százalékban. Nincs értelme a gépekre kifogásokat keresni.
Lefordítani a szöveget Eredeti szöveget mutatniKubik Imre –
Értékes tanácsok kezdők számára.
Věra Gachová –
Pro náš kolektiv článek byl velkým přínosem.
A cikk nagy hasznot hoz csapatunk számára.
Lefordítani a szöveget Eredeti szöveget mutatniSilvia Hanzelová –
Poučný článok, jednoduché vysvetlenia- ľahko pochopiteľné
Tájékoztató cikk, egyszerű magyarázatok – könnyen érthető
Lefordítani a szöveget Eredeti szöveget mutatniPeter Skalka –
Zaujímavý článok.
Érdekes cikk.
Lefordítani a szöveget Eredeti szöveget mutatniBohumil Piala –
Článok je náučný , sám robím chyby pri vŕtani hlavne keď časovo nestíham
Tanulságos a cikk, én magam is hibázok fúráskor, főleg ha nincs elég időm
Lefordítani a szöveget Eredeti szöveget mutatniPeter –
Perfetný článok
Tökéletes cikk
Lefordítani a szöveget Eredeti szöveget mutatni