 Hungary
Hungary
 Többet tervez vásárolni? Kérjen árajánlatot
Többet tervez vásárolni? Kérjen árajánlatot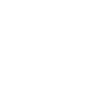
HSS fúrószárak: hogyan tájékozódjunk?
HSS, HSS-R, HSS-G, HSS-TiN és HSS-E ... néhány alapelv, hogy ne fogjon mellé.
Nem is olyan régen a fémre való fúrószárak kiválasztása egyszerű volt. Most viszont "csapdák" várnak ránk. Bemegy egy szakboltba, vagy rákattint a "HSS fúrószárat vásárolni" gombra, és hirtelen itt egy új megjelölés, ott egy másik megjelölés de hozzá különböző színek tartoznak - ki igazodik el közöttük?
HSS – High Speed Steel
A HSS gyorsacél. Nevét vágási sebessége miatt kapta, amely 3-4-szer nagyobb, mint a szerszámacélé, amelyhez hasonló. Az ötvözetlen szerszámacél azonban már 200°C-os hőmérsékleten elveszíti keménységét, így nem alkalmas fémre való fúrószárak gyártására.
A gyorsacél a magasan ötvözött acélok csoportjába tartozik. Lényeges eleme a szén. A fúrószár végső tulajdonságait azonban jelentősen befolyásolja más ötvözetek - leggyakrabban volfrám (W), molibdén (Mo), króm (Cr) és kobalt (Co) - megfelelő "keverése". Megfelelő kombinációjukkal a fúrószárak tulajdonságai 500-600°C-ig, kivételesen 1000°C-ig vagy még tovább is megőrizhetők.
A HSS tehát nem egy márkanév vagy acélmárka megnevezés, hanem acélok egész csoportja, amelyekben a különböző adalékanyagok eltérő százalékos aránya különböző fúrószár tulajdonságokat eredményez.

1. ábra. A HSS spirál fúrószárak áttekintése
A fő összetevő, amely a fúrószár hőmérsékleti terhelhetőségét emeli, a volfrám. Minél több van belőle, annál jobb. Például a közönséges "fekete" fúrószárak körülbelül 2% volfrámot tartalmaznak, a legjobb minőségű kobaltos fúrószárak pedig több mint 6%-ot. A volfrám készletei azonban világszerte erősen fogynak, ezért évekkel ezelőtt megkezdődött a wolfrámot helyettesítő anyagok keresése. Különösen a molibdén és a kobalt kombinációival kezdtek kísérletezni.
Egy jó fúrószár fém fúrására - milyen is?
Itt is egy olyan termékről van szó, ahol egymásnak ellentmondó követelmények találkoznak: fúrási sebesség, tartósság, szívósság, rugalmasság, keménység és például a különböző fémek fúrásával kapcsolatos sokoldalúság. A követelmények közül sok agymással ellentétben áll, nem könnyű ezeket megfelelően kiegyensúlyozni, ezért természetes, hogy a különböző anyagok fúrásánál vannak sajátosságok.
Szerencsére a fúrószárak esetében elegendő számú változót tudunk befolyásolni. Mindenekelőtt a már említett ötvözőelemek, mert a minőségi és főleg a "megfelelő" fúrószár alapanyag a tartósság és a vágási tulajdonságok előfeltétele, amikor egy adott munkadarabba fúrunk. A további kulcselemek közé tartozik kétségtelenül a fúróhegy szöge, a vágóélek csiszolása (leggyakrabban Split Point), a spirál alakja és szögei és sok más paraméter, nem feledve, hogy egy dolgot mindannyian tehetünk minden alkalommal, amikor fémbe fúrunk - hogy lelkiismeretesen hűtjük azt megfelelő közeggel fúrás közben.
Elég az elméletből, nézzük meg a HSS spirálfúrókat gyakorlati szempontból.
Ó, és még egy dolog.
DIN 338 - mit jelent?
Amikor valahol azt olvassuk, hogy "DIN 338 szerint készült", az nem valamilyen "különleges" minőségi osztályt jelent - ez egy szabvány, amelyben meg van határozva, hogy egy fúrószárnak milyen méretekkel kell rendelkeznie egy bizonyos átmérőnél. A DIN 338-as méretek a leggyakrabban használtak, ezért a DIN 1897, DIN 340 és DIN 1867-es méretekkel ritkábban találkozunk.
2. ábra. Példák egyes átmérőkre és méreteikre a DIN 1897, DIN 338, DIN 340 és DIN 1869 szabványok szerint
A HSS spirálfúrószárak nemcsak elnevezésükben, hanem színükben is különböznek egymástól.
Gyakran csak a HSS jelöléssel találkozunk - betű nélkül. A fúró színe: egérszürke. Nem tudunk róla semmit, csak azt, hogy hasonlít a spirálfúróhoz.
Ez a legegyszerűbb HSS fúró. A minősége nem áll messze a csavart szögtől. Olcsó, könnyen csiszolható és még polírozható is - itt a veszélye a minőségileg teljesen eltérő HSS-G fúróval való összetévesztésnek. Tény, hogy a felület színét tekintve eléggé hasonlónak tűnhetnek.
Néha azonban még egy ilyen fúrószár is "jól jöhet". Puha, és amikor fúrás közben "megszorul" - rugalmas, és lehet, hogy nem is törik el, így bizonyos feladatoknál az ilyen fúrószárral való fúrás olcsóbb, mint egy szuperjó drága fúrószár.

3. ábra. HSS fúrószár - no name
4. ábra. HSS-R fúró
A HSS "no name" fúróknál lényegesen jobbak a HSS-R (Rolled) fúrószárak. Ezek spirálját a gyártás során meleghengerléssel alakítják ki, majd a felületet nitridálással kezelik - ezért fekete színűek. A nitrogén behatolása a fúró külső felületébe megváltoztatja a felületi szerkezetet és javítja a keménységet, a kopás-, fáradás- és korrózióállóságot.
A HSS-R fúrószárakat nem értékelik eléggé. Ennek oka lehet, hogy a korábbi években a piacot elárasztották a nem megfelelő alapanyagokból készült, rossz minőségű és olcsó fúrószárak. Ha azonban a gyártás során megfelelő alapanyagokat használnak, akkor ezek a fúrók nagyon jó választásnak bizonyulnak a kézi vagy asztali fúrókkal történő fúráshoz a közönséges acélokban. A HSS-R fúrófejek viszonylag alacsony ára a költséghatékony gyártási és megmunkálási módszernek köszönhető.
Egy osztállyal feljebb a HSS-G (Ground) fúrószárak találhatók. Ezeket automata gépeken történő köszörüléssel állítják elő, ahol a vágóélek (kerületi fazetták) és a fúrószár felülete is csiszolásra kerül. A nagyobb átmérőket (Ø 13 mm-től) először megmunkálják. Már első pillantásra feltűnnek nagyon szép és fényes ezüstös megjelenésükkel, ami különösen a precíziós megmunkálás eredménye. A felület csiszolásakor a fúrószár átmérője is köszörülődik, így a HSS-G fúrószárak nagyobb pontossággal rendelkeznek, mint a HSS-R fúrószárak. Itt már megengedhetjük magunknak, hogy nagyobb szilárdságú acélokba is fúrjunk. Egy ilyen fúrószár vásárlásakor azonban érdemes ellenőrizni, hogy van-e csiszolt hegye. Ha nem, akkor nem lehet kétszer olyan drága, mint a HSS-R. Ezekkel a fúrókkal gyorsabban lehet fúrni, tovább tartanak, és bár keményebbek, mint a HSS-R, nemcsak asztali fúróval, hanem kézifúróval is lehet velük fúrni.

5. ábra. HSS-G fúrószár

6. ábra. HSS-TiN fúrószár
HSS-TiN "arany" fúrószárak következnek. Mindenki titánnak hívja őket. Milyen titánium? Titán csak a felszínen van - és nem is titán, hanem egy titán-nitrid bevonat, amely a fúrószárnak arany színt ad. Elvileg ez egy HSS-G fúrószár bevonattal. Ez a bevonat nem (csak) a jól néz ki, más feladata is van. Nemcsak a fúrószár keménységét, hanem a szívósságát is növeli, ezért gyakran gyártják hatszögletű szárral ellátott változatban, és ütvecsavarozókhoz is használható. A megoldásnak azonban van egy hátránya is - mivel ez "csak" egy bevonat, az ilyen fúrószár csiszoláskor "közönséges" fúrószárrá válik. A HSS-TiAlN fúrószár például szintén ebbe a csoportba tartozik. Ennek a fúrószárnak a bevonata alumíniummal (Al) ötvözött titán-nitrid. Nagyon ritka fúrószár.
És felértünk a csúcsra. A kobaltadalékkal ellátott fúrószárakat HSS-E vagy HSS-Co néven emlegetik. A kobalt nem bevonat, hanem a alapanyag - vagyis az alapanyag ötvözete, amelyből a fúrószár készül. Találkozhatunk HSS-Co 5% vagy HSS-Co-8% megjelöléssel. Az érték természetesen a kobalt százalékos arányát fejezi ki a megengedett tűréshatáron belül.
Gyönyörű barnás, inkább bronz színűek. Egyesek szerint a színük "antik". Egyszóval nem szürkék, nem feketék, nem ezüstösek, nem fényesek és nem aranyszínűek. Nagyon jól tűrik a magas hőmérsékletet, keveset kopnak - ezt a fúrófejet bátran nevezhetjük TOP-nak. Nagyon jók például rozsdamentes acél fúrására, de nagy keménységük miatt kézi fúrásra nem nagyon alkalmasak, és különösen a kis átmérőjűek elég könnyen eltörhetnek.

7. ábra. HSS-E (HSS-Co) fúrószár
És végül
Ha valakinek még a TOP minőségű HSS-Co 8% sem elég, és még "jobb" minőségre van szüksége, akkor csak a TCT (Tungsten Carbide Type) fúrószárak léteznek - amelyek volfrámkarbid alapú keményfémből készülnek. De itt álljunk meg, mert a porkohászat felé való nyitás nem ennek a cikknek a témája.
Kulcsszavak: fúrószár fém fúrására, HSS, HSS-R, HSS-G, HSS-TiN, HSS-E, HSS-Co
Források:
A HERMAN cég belső műszaki és oktató dokumentációi


Tóth Mihály –
Nagyon jól érthető leírás a fúrókról , bővült az ismeretem . Köszönöm
petr –
parádně vysvětleno.v 56 letech konečně rozeznám vrtáky.
Remek magyarázat 56 évesen végre felismerem a gyakorlatokat.
Lefordítani a szöveget Eredeti szöveget mutatniW. A. Lacky –
Tisztelt Herman Úr!
Végre egy nem szószátyár, lényegre törő, nem tankönyv-ízű leírást olvashattam a klf. fúrókról.
Köszönöm és gratulálok.
Én finommechanikai műszerészként kezdtem, majd híradástechnikai mérnök lettem, de azóta is folyamatosan végzek mechanikai munkákat a nem túl precizen felszerelt, de amatőr munkákhoz majdnem megfelelő műhelyemben.
Üdvözlettel: Wiktor Arnold Lacky
Ing. Pavol Šramko –
Veľmi užitočný, jasne písaný článok. Žiadne "omáčky", len fakty. Konečne pri kúpe vrtákov si budem môcť správne vybrať. Uvítal by som tiež návod na SPRÁVNE dobrusovanie vrtákov, nakoľko internet je plný bludov.
Nagyon hasznos, világosan megírt cikk. Nincs "szósz", csak tények. Végre sikerül majd a megfelelő döntést hoznom a fúrók vásárlásakor. Szívesen venném a fúrók HELYES élezésére vonatkozó instrukciókat is, mivel az internet tele van tévedésekkel.
Lefordítani a szöveget Eredeti szöveget mutatniTomáš Vojík –
věčné téma, ještě kdyby existovala jednoduchá příručka na broušení. Přípravky většinou nefungují
örök téma, még ha volt is egy egyszerű kézikönyv a köszörüléshez. Az előkészületek általában nem működnek
Lefordítani a szöveget Eredeti szöveget mutatniProkop –
Teda, dosť dobrá recenzia. :-)
Szóval nagyon jó értékelés. :-)
Lefordítani a szöveget Eredeti szöveget mutatniCsaba Kiss –
Könnyen érthető szakszerű magyarázat.
Gabriel Köteles –
Úžitočný článok, zrozumiteľne vysvetlené pojmy...
Hasznos cikk, érthető kifejezésekkel...
Lefordítani a szöveget Eredeti szöveget mutatniJozef Klein –
Ďakujem za veľmi pekne a zrozumiteľne napísaný článok.
Je to napísané ako v učebnici, super !
Jozef
Köszönöm a nagyon jól megírt és érthető cikket.
Lefordítani a szöveget Eredeti szöveget mutatniÚgy van megírva, mint egy tankönyvben, remek!
József
Ronta Zoltán –
Könnyen érthető szakszerű magyarázat.
Amit hiányolok, a fúrószárakhoz tartozóan, nem ír javasolt fúrási fordulatszám tartományokat.
Jakub Borsík –
Zaujímavý článok. Hlavne jednoducho vysvetlené rozdiely v označení vrtákov.
Érdekes cikk. Főleg egyszerűen elmagyarázta a fúrószárak jelölésének különbségeit.
Lefordítani a szöveget Eredeti szöveget mutatniSzilágyi Miklós –
Korrekt írás.
Brezina Lajos –
Eléggyakran kell rozsdamentes lemezbe is fúrnunk kisebb-nagyobb furatot.
A kicsik jellemzően csavarok előfúrásához kellenek, a nagyobb (10-10,5mm) a lemezroppantó tengelyének.
Ezekhez a megmunkált anyag miatt eleve kobaltost használunk.
A 6-6,5mm-es fúrószár meg azért kobaltos, mert rengeteg lemezt, fémtálcát fúrok vele. Itt a mennyiség-tartósság miatt fontos.
A többi fúrószár típust, s a jelölésüket nem igazán ismertem eddig, így ez a cikk most hasznos volt nekem.
Köszönöm!
Deák Antal –
Jó és szakszerű magyarázat, könnyen érthető. Még sok hasonlót várok.
Deák vas- műszaki, Bodrogkeresztúr
Štrba Ján –
Veľmi poučné.
Nagyon informatív.
Lefordítani a szöveget Eredeti szöveget mutatni