 Hungary
Hungary Többet tervez vásárolni? Kérjen árajánlatot
Többet tervez vásárolni? Kérjen árajánlatot
Az év mérkőzése: Sarokcsiszoló vs. szablyafűrész
Nem is olyan régen e két gép közötti verseny egyértelműen a sarokcsiszoló győzelmét jelentette volna. Az elmúlt évtizedekben azonban nem sokat változtak a képességei, és még ma is sokan úgy gondolnak a szablyafűrészre, mint egy egycélú kéziszerszámra, amellyel a kertben ágakat lehet fűrészelni. Pedig a fejlesztés (különösen) a szablyafűrész tartozékok tekintetében olyannyira előrehaladt, hogy eljött az ideje, hogy a két gépet összehasonlítsuk egymással.
A mérkőzés három harmadból áll majd. Az első a különböző alapanyagú munkadarabok vághatóságára, a második az alkalmazhatóságra - vagyis a vágás során előforduló leggyakoribb körülményekre - összpontosít. A harmadik harmad a paraméterekre összpontosít. Mindegyik harmadban 10 értékelhető kritérium van. Bár az eredmények nem lesznek mindig egyértelműen fekete-fehérek, de biztosan nem lesznek szivárványszínűek sem. Először azonban röviden áttekintjük, hogy miben különböznek ezek a gépek.
Szerkezeti különbségek
A két elektromos kéziszerszám teljesen eltérő kialakítású.
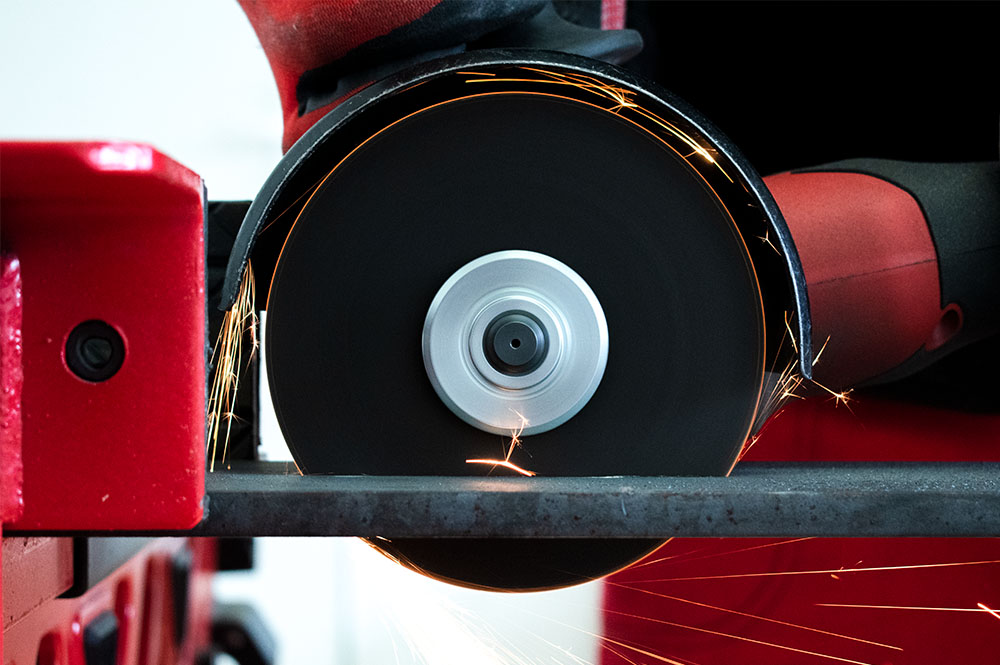
A sarokcsiszoló motorja egy sebességváltón keresztül hajtja a tengelyt, amelyre a vágó betétszerszámot rögzítik. Ez forgó mozgással végzi munkáját (1. ábra). A sarokcsiszoló vágószerszámának maximális kerületi sebessége 80 m/s, ami egy 125 mm-es sarokcsiszoló esetében kb. 10 000/perc fordulatszámot jelent. A fordulatszám szabályozással ellátott sarokcsiszolóknál az alacsonyabb fordulatszámot főleg csiszoláshoz és polírozáshoz állítják be, bár egyes anyagok vágásakor néha alacsonyabb fordulatszám indokolt. Ezzel a problémakörrel azonban senki sem foglalkozik – ha vágás akkor menjen.
1. ábra. Animáció: Sarokcsiszoló vágás közben
A szablyafűrész a motor forgó mozgását egy excentrikus bütyökkel ellátott sebességváltón keresztül alakítja át oda-vissza mozgássá. A vágási művelet a fűrészlap tolásával és húzásával valósul meg. A fűrész maximális rezgésszáma általában 2800-3200 rezgés/perc között van, a löket (lökethossz) pedig általában 20-32 mm között van.
2. ábra. Animáció: Szablyafűrész vágás közben
Mindkét szerszám lényegesen eltérő módon és jelentősen eltérő forgácsolási sebességgel osztja (vágja) a munkadarabot.
Rövid bemelegítés után kezdődhet a mérkőzés. Akkor csináljuk.
Első harmad: a 10 leggyakoribb anyag (munkadarab)
A sarokcsiszoló képes a legtöbb fémet az standard alumínium-oxid vágótárcsával vágni. Nem kell túlságosan aggódni a tárcsaválasztás miatt - nincs ugyanis sok lehetőség. A legtöbb esetben a vágótárcsa kiválasztása egyszerű, és a felhasználók a tartósságra és a vágási sebességre összpontosítanak. Igaz, léteznek speciális vágótárcsák alumíniumhoz vagy öntvényhez, de a legtöbb esetben ezek alkalmassága kérdéses. A gyémánttárcsák betont, kemény és lágy építőanyagokat, burkolatokat és csempéket vághatnak, és a megfelelő betétszerszámok kiválasztásakor könnyű eligazodni. Vannak azonban itt is korlátok, amelyekről lejjebb olvashat.
Másrészt a sarokcsiszoló nem alkalmas puha anyagok, például fa, műanyag, plexi stb. vágására. A standard vágótárcsák hajlamosak megégetni vagy megolvasztani az anyagot ahelyett, hogy vágnák azt. A színesfémek (réz, alumínium, sárgaréz stb.) vágása gyakran problémás. Igaz, hogy a TCT betétekkel ellátott speciális tárcsák használatával ez is lehetséges bizonyos mértékig. A vágás azonban nem kényelmes, és ami még fontosabb, nem biztonságos. Mostanában új betétszerszámok is megjelennek a sarokcsiszolókhoz, de én személy szerint nem vágnék pl. láncfűrész fogakkal ellátott tárcsákkal, ahogyan azt a különböző reklámfelvételeken gyakran látni. Soha ne feledkezzünk meg a biztonságról - a sarokcsiszolóval elővigyázatosan kell bánni.
A szablyafűrésznek szinte semilyen anyaggal nincs gondja, csupán egy feltételt kell teljesíteni: a megfelelő fűrészlapot kell használni az adott munkadarabhoz. A szabványos Cr-V (króm-vanádium) vagy HCS (szénacél) fűrészlapokkal bármit vághatunk ami fából van és néhány műanyagfajtát is, a BiM (bi-metál) fűrészlapokkal pedig vághatunk minden műanyagot, kemény és puha fát, színesfémeket, mint a réz, alumínium vagy sárgaréz, sőt keményebb fémeket és rozsdamentes acélt is. A keményfémmel (TCT) karbiddal (TCC) vagy gyémánt szemcsékkel ellátott fogak nagyságrendekkel megnövelik a fűrészlapok élettartamát, és lehetővé teszik öntöttvas, edzett acél, és a legtöbb kompozit anyag és még különböző építőanyagok vágását is. Igaz, hogy a járólap vágása szablyafűrésszel nem túl praktikus, de a megfelelő fűrészlappal még ez is lehetséges. Ennek ellenére, a járólap esetében csak a sarokcsiszoló kap pontot (1. táblázat).
| Alapanyagok | Sarokcsiszoló | Szablyafűrész |
| Fa | 0 | 1 |
| Műanyag | 0 | 1 |
| Epoxi, üvegszálas epoxi lemez | 0 | 1 |
| Fémek | 1 | 1 |
| Szinesfémek | 0 | 1 |
| Kompozit anyagok | 0 | 1 |
| Beton | 1 | 0 |
| Járólap | 1 | 0 |
| Puha építőanyagok | 1 | 1 |
| Rozsdamentes acél | 1 | 1 |
| Az erdmény az 1. harmad után | 5 | 8 |
1. táblázat. Sarokcsiszoló vs. szablyafűrész: 10 alpanyag
Az első harmad a szablyafűrész javára dőlt el, 5-8-ra vezet.
Második harmad: 10 különböző alkalmazási terület
A második harmad rögtön három ponttal indul a sarokcsiszoló javára. A szablyafűrész ugyanis nem tudja a munkadarabot sem csiszolni, sem polírozi, sem tisztítani. Ha valakinek ezek az munkafolyamatok jelentik a sarokcsiszoló használatának elsődleges okát, akkor nem kell, hogy tovább olvassa ezt a cikket. Az összehasonlításba azonban hét másik praktikus alkalmazási területet is beiktattunk.
Az egyenes vágás mindkét szerszámmal kényelmes, nem kell magyarázni. Pont mindkét szerszámnak.
Gyakran van szükségünk részleges vágásra – ez olyan vágás, ahol a vágószerszám nem megy át a munkadarab teljes vastagságán a vágási oldalról (3. ábra).
Valaki ezt bevágásnak, hornyolásnak vagy bemetszésnek is nevezheti, amelyet a munkadarabba kell készíteni.

3. ábra. Részleges vágás sarokcsiszolóval - horony a betonban
A szablyafűrész nem nagyon alkalmas erre a célra, mert a fűrészlap egyenes, egy oldalról vág, és mozgástérre van szüksége. Szablyafűrésszel részleges vágások csak puha anyagokban végezhetők, de még akkor sem lesz olyan szép és tiszta a vágás, mint a sarokcsiszolóval. A részleges vágás mélységét sarokcsiszolóval történő vágáskor a penge és a sebsségváltó burkolata korlátozza. Az eredményül kapott vágás azonban tiszta lesz, mivel forgó mozgással történik. A sarokcsiszoló biztos pontot szerez.
4. ábra. Merülővágás acéllapba sarokcsiszolóval
A merülő vágás olyan vágás, amely nem a munkadarab szélénél kezdődik, hanem másütt, például középen (4. ábra).
Ennél a vágásnál is a szablyafűrész a részlegesvágáshoz hasonlóan veszít - csak puha anyagokhoz alkalmas.
Meg kell azonban ismételni, hogy a legtöbb puha anyagot a sarokcsiszoló nem tudja vágni. Hunyjunk szemet és adjunk pontot a sarokcsiszolónak - nehogy valaki azt mondja, hogy a szablyafűrésznek drukkolunk.
De tény, hogy a fűrész nem képes egy acéllemez merülő vágására másik segédszerszám használata nélkül.
Álljunk meg egy pillanatra a hengerelt fém profiláruk vágásánál – amelyek leggyakrabban négyzet, téglalap vagy kör keresztmetszetűek. Előre szólok, hogy mind a sarokcsiszoló, mind a szablyafűrész pontot fog kapni, de itt az előnyök a legtöbb esetben a fűrész oldalán állnak.
A sarokcsiszoló egy 125 mm átmérőjű vágótárcsával nem fogja egyszerre átvágni az 50x50 mm-es zártszelvényt (1. videó). A vágási mélysége kb. 30 mm, ezért a munkadarabot el kell fordítanunk, hogy körbevágjuk a kerületét.
Nagyobb profiloknál még rosszabb a helyzet. Ezeket csak a szablyafűrész tudja egyetlen folyamatos vágással elvágni. A sarokcsiszolóval "körbe kell mennünk"a teljes vágási vonalon a munkadarab kerületén.
1. videó. 50x50 mm-es zártszelvényt vágása sarokcsiszolóval és szablyafűrésszel

5. ábra. Bontási vágás műanyag ablakok cseréjekor
A bontási vágások olyan vágások, amelyek során szétszedünk vagy szétbontunk valamit.
Főleg arról van szóo hogy a fűrészlap útjába vágáskor különböző anyagok kerülhetnek, és a fűrészlapnak meg kell birkózniuk velük. Ez alatt nem csak a fémkapcsokat vagy szögeket tartalmazó deszkák összevágását gondoljuk.
A bontási vágások alatt például az ablakcsere során végzett vágásokat értjük (5. ábra), ahol a fűrészlap egyszerre vágja a műanyagot, a PUR-habot, az acél rögzítőelemeket és ki tudja még mit.
A fal mellett történő vágáshoz vagy ívek vágásához a szablyafűrész a tökéletes szerszám.
A bimetál fűrészlap, ahol a HSS-fogak rugóacél lapra vannak rögzítve, bár meghajlik, mint egy íj, de levágja, amit szükséges.
Könnyedén megbirkózik egy acél vízvezetékcsővel (6. ábra) vagy bármilyen ív kivágásával.
Tiszta pontok a szablyafűrész számára.

6. ábra. Acélcső vágása a fal síkjában
| Alkalmazási területek | Sarokcsiszoló | Szablyafűrész |
| Csiszolás | 1 | 0 |
| Polírozás | 1 | 0 |
| Tisztítás | 1 | 0 |
| Egyenes vágás | 1 | 1 |
| Részleges vágás | 1 | 0 |
| Merülővágás | 1 | 0 |
| Zártszelvények vágása | 1 | 1 |
| Bontási munkák | 0 | 1 |
| Határolósík melletti vágás | 0 | 1 |
| Görbe vágások | 0 | 1 |
| Az erdmény a 2. harmad után | 7 | 5 |
2. táblázat. Sarokcsiszoló vs. szablyafűrész: 10 alkalmazási terület
A második harmad utánnunk van, a sarokcsiszoló 7:5-re nyert. Az utolsó harmad kezdete előtt az összesített állás 14:12, eddig a szablyafűrész javára.
Harmadik harmad: 10 paraméter
Az eddigi állás szoros, és kezdődik az utolsó, döntő harmad.
Vágási kapacitás
Ez alatt a kifejezés alatt a szerszámmal vágható maximális munkadarabvastagságot értjük.
A sarokcsiszolók vágási kapacitása 20 és 70 mm között mozog, és a tárcsa átmérőjétől függ, amely általában 115 és 230 mm között van.
A fűrész vágási kapacitása alapvetően a fűrészlap hosszával van megadva. A fűrészlapok általában 300 mm-es hosszúságban és annál nagyobb hosszban is kaphatók. Választáskor azonban ügyeljen arra, hogy milyen hosszról van szó. Ez lehet a teljes hossz vagy a munkahossz, néha mindkettőt megadják. A munkahossz általában 20 mm-rel rövidebb, mint a teljes hossz. A 20 mm-t a befogórendszer "ellopja". Azonban még a munkahossz sem azonos a vágási kapacitással - ott van még a fűrész lökete. A szablyafűrésznek ezt a paraméterét nem kell fejből tudnia. Egyszerűen vonjon le még 40 mm-t, és a megmaradó hossz a vágási kapacitás. Még biztonsági tartalék is van benne.
Például egy 250 mm teljes hosszúságú fűrészlap vágási kapacitása legalább 190 mm (250 - 20 - 40), egy 250 mm munkahosszú fűrészlap vágási kapacitása legalább 210 mm (250 - 40).
Egy 120x120mm-es fa gerenda egszerre történő átvágása a HERMAN AXRS-1800 akkumulátoros szablyafűrésszel egy 240mm teljes hosszúságú Demony fűrészlappal igen impozáns teljesítmény (2. videó).
Egyértelmű pont a szablyafűrésznek.
2. videó. Fa gerenda vágása (Herman AXRS-1800 + RW-20 Demony)
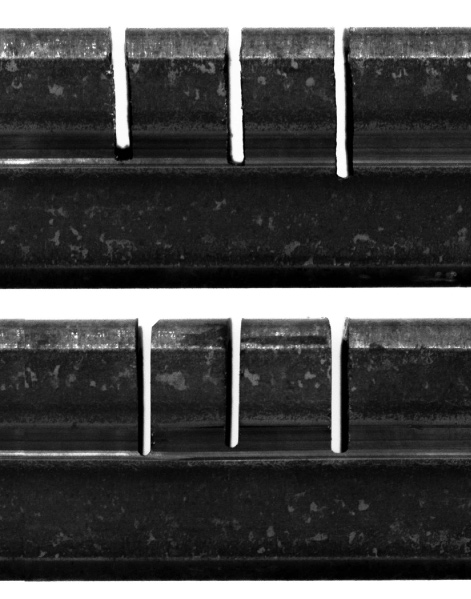
7. ábra. Vágási horony alakja: felül sarokcsiszoló, alul fűrészlap
A vágás szélessége
A vágás szélessége és a vágó betétszerszám vastagsága nem azonos értékek. Bár a köztük lévő különbségek csekélyek, szándékosan iktattuk be ezt a pontot. Az ördög a részletekben lakozik - még ez az "apró részlet" is fontos lehet valakinek. Hiszen az elektromos kéziszerszámokat soha nem lehet kézben tartani nem kívánt oldalirányú elmozdulás nélkül, és a szerszám rezgése is növeli a horony szélességét. Ez a jelenség a vágótárcsáknál sokkal határozottabb, mint a fűrészlapoknál (7. ábra).
Ez főként azért van, mert az alumínium-oxid szemcsék az egész tárcsában, azaz annak oldalain is megtalálhatóak. Ezenkívül a vágótárcsa ritkán pontosan olyan vastag, mint amilyen vastagság a címkén van. A szabvány megengedi az eltéréseket, így a címkén feltüntetett 1 mm-es vastagság gyakran 1,3 mm, a 2 mm-es pedig gyakran 2,5 mm.
A fűrészlap vastagsága mindig azonos. Ez általában 0,9 mm és 1,2 mm között mozog az acél vágására szolgáló BiM fűrészlapok esetében. A vágási szélesség egyes munkafolyamatokban kulcsfontosságú paraméter lehet. Kevesebb alapanyagot fogyaszt - kevesebb a pazarlás, pontosabb a vágás, kevesebb a por és a forgács. Akár haragszik valaki, akár nem - pont a szablyafűrésznek.
A vágás sebessége
A sarokcsiszoló motorok általában nagyobb teljesítményűek, mint a szablyafűrész motorok. A sarokcsiszolónál elvileg nem vágásról vagy fűrészelésről van szó, hanem a munkadarab szétcsiszolásáról. A vágás energiaigényesebb.
A szablyafűrész a kisebb motorteljesítmény ellenére képes felvenni a versenyt a sarokcsiszolóval a vékonyabb vágási rés miatt. A gyors tájékozódáshoz tekintse meg a vágási sebesség tesztet (3. videó). Mindkét szerszám akkumulátoros, ugyanazon a 18 V-os platformon működik, és ugyanazt az anyagot vágja, a munkadarab méreteit - egy 30x30 mm-es négyzet alakú zártszelvényt - pedig úgy választottuk meg, hogy mindkét szerszámmal folyamatos vágást biztosítsunk. A felhasznált vágószerszámok általánosan elérhetőek.
3. videó. Folyamatos vágás: hasonló sebesség
4. videó. Nagyobb zártszelvény: gyorsabba szablyafűrész
Kis zártszelvények vágásakor, ahol a sarokcsiszoló is folyamatosan vág, a két szerszám vágási sebessége összehasonlítható - esetünkben ez 10 másodperc volt. És a fűrészlapot "szárazon" - vágóolaj, nélkül - hasznátuk, ami nemcsak a súrlódást csökkenti, hanem más pozitív hatásai is vannak a vágás során (de ez egy másik téma).
Tekintsük meg azt az esetet is, amikor nagyobb méretű zártszelvényt kell vágni, és a sarokcsiszoló vágási kapacitása nem elegendő - azaz kis sarokcsiszolónk van, és a tárcsa átmérője nem teszi lehetővé, hogy folyamatosan vágjunk egy 50x50 mm-es négyzet keresztmetszetű zártszelvényt. Meg kell szakítanunk a vágást és el kell fordítanunk a munkadarabot. Ez jelentősen megnöveli a vágási időt a szablyafűrészhez képest (4. videó).
Tisztában vagyunk vele, hogy ebben az összehasonlításban sok a "ha". Ez minden bizonnyal egy külön cikk témája - mivel sok változó játszik szerepet. Az eredmény függ a vágótárcsától, a fűrészlap élességétől, attól, hogy használnak-e vágóolajat és milyet, a gép teljesítményétől, a munkadarab anyagától, profiljától és így tovább.
A videókban az átlagos vékonyfalú 2,5 mm-es zártszelvényeket használtuk. De mi van akkor, ha az előttünk álló feladat egy jókora vasdarab, például egy 100 mm átmérőjű, 8 mm falvastagságú "cső" vágása? Vastagfalú, nagyobb méretű profilok vágásakor a fűrész nem mindig van fölényben, és a sarokcsiszoló valószínűleg gyorsabban megbirkózik az ilyen munkával, mint a fűrészlap. Pontot adunk mind a sarokcsiszolónak, mind a szablyafűrésznek - elvégre mindkét szerszám megérdemli... képzelje el, ha ezt a "csövet" kézi vasfűrésszel kellene levágnia.
Zaj
A két eszköz hangnyomásszintje összehasonlítható, és a köztük lévő különbség nem jelentős. Egy decibelben megadott szám azonban nem elég. Mindkét szerszámnál mindenképpen szükséges a hallásvédelem, de én személy szerint a sarokcsiszoló hangjának frekvenciaspektrumát sokkal kellemetlenebbnek találom, mint a fűrészét. Tehát szubjektíven értékelem: egy pont a szablyafűrésznek.
Por, szikrák és biztonság
A sarokcsiszoló több és sokkal finomabb port termel, mint a szablyafűrész. A finom por általában könnyebben terjed, és több egészségügyi problémát okoz, így a sarokcsiszolók nagyobb problémát jelentenek a munkahelyi egészségvédelem szempontjából. A szablyafűrész fűrészeléskor főleg nagyobb forgácsokat termel, amelyek nem szóródnak szét a levegőben, hanem súlyuknál fogva a legközelebbi környező felületekre hullanak, és sokkal kisebb potenciális egészségkárosodást okoznak.
A sarokcsiszoló fém munkadarabok megmunkálásakor sok szikrát termel. Gyakran nemcsak a környezet károsodásának veszélye, hanem a tűzveszély is fennáll. Bizonyos esetekben éppen ez a negatívum az, ami miatt a sarokcsiszolót nem tudjuk használni. A szablyafűrész még acél vágásakor is szinte egyáltalán nem termel szikrát, ezért a sarokcsiszoló tűzbiztos alternatívájának tekinthető.
Ami a biztonságot illeti, tény, hogy mindkét szerszám okozhat sérülést - elvégre a vágás vagy a fűrészelés eleve veszélyes. A vágási sebesség miatt azonban a sarokcsiszoló sokkal veszélyesebb elektromos szerszám, és sokkal súlyosabb sérüléseket okozhat. Nem lehet mit tenni - három pont a szablyafűrésznek.
Méretek, súly és ár
Méretét és súlyát tekintve mindkét eszköz hasonló. Persze, egy 300 mm hosszú, befogott fűrészlappal a szablyafűrész nagyobb, mint egy sarokcsiszoló - de ez valószínűleg mindenki számára nyilvánvaló. Ami pedig magának az elektromos kéziszerszámnak az árát illeti, jelenleg egy szablyafűrész ára valamivel magasabb, mint egy sarokcsiszolóé. Igaz, ha a motorjaik hasonló teljesítményűek.
Különélló, de nagyon fontos téma a vágás ára. Ez azonban a fent említett munkafolyamatok és alapanyagok szempontjából egy másik fejezet, és erről valamelyik későbbi cikkben bővebben fogunk beszélni.
| Paraméterek | Sarokcsiszoló | Szablyafűrész |
| Vágási kapacitás | 0 | 1 |
| A vágás szélessége | 0 | 1 |
| A vágás sebessége | 1 | 1 |
| Zaj | 0 | 1 |
| Por | 0 | 1 |
| Szikrák | 0 | 1 |
| Biztonság | 0 | 1 |
| Méretek | 1 | 1 |
| Súly | 1 | 1 |
| Ár | 1 | 0 |
| Az erdmény a 3. harmad után | 4 | 9 |
3. táblázat. Sarokcsiszoló vs. Szablyafűrész: 10 paraméter
A harmadik harmad győztese (3. táblázat) egyértelműen a szablyafűrész, és így ő lett a mérkőzés összesített győztese. A végeredmény a következőképpen alakult:
| A mérkőzés menete | Sarokcsiszoló | Szablyafűrész |
| 1. harmad: Alapanyagok | 5 | 8 |
| 2. harmad: Munkafolyamatok | 7 | 5 |
| 3. harmad: Paraméterek | 4 | 9 |
| Összesített eredmény | 16 | 22 |
4. táblázat. A verseny eredményei
Összefoglalás és zárszó
Egyetértek azzal, hogy néhány összehasonlítás nem teljesen egyértelmű, és ha egy másik bíró lett volna a pályán, lehet, hogy másképp döntött volna néhány esetben. A cikk célja az volt, hogy bemutassa két népszerű, de nagyon különböző felépítésű elektromos kéziszerszám leggyakoribb alkalmazási területeit, és paramétereikkel rávilágítson néhány olyan szempontra, amelyeket a mindennapi munkánk során esetleg nem veszünk észre. Semmiképpen sem volt szándékunk egyik szerszámot sem kiemelni - elvégre mindkettő nagyon hasznos segítőtársunk, és egyáltalán nem az a kérdés, hogy melyik a jobb.
A sarokcsiszoló sokoldalú tehetség, különösen a fémmegmunkálásban - nemcsak vág, hanem csiszol, políroz és tisztít is. A legkeményebb acélokat is meg tudja munkálni, betonhoz és falazathoz is használható. Különösen a fémmegmunkálásban és az építőiparban nélkülözhetetlen, és a betétszerszámok kiválasztása is viszonylag egyszerű.
A szablyafűrész a vágás specialistája bármilyen alapanyagú, méretű és alakú munkadarabokról legyen szó. Kiválóan alkalmas a fa és a műanyag vágására, valamint speciális alkalmazási területei vannak és veszélyes környezetben végzett munkáknál is hasznos. Ahhoz, hogy teljes mértékben kihasználhassa képességeit, a megfelelő fűrészlapra van szükség.
Kulcsszavak: sarokcsiszoló, szablyafűrész, motor, gyémánt tárcsák, fűrészlap
Források:
A HERMAN cég belső műszaki és oktató dokumentációi


Peter Mudrik , FOX NITRA s.r.o. –
Konečne článok, aký si chvostová píla zaslúži.
Végre egy cikk, amit a farkfűrész megérdemel.
Lefordítani a szöveget Eredeti szöveget mutatniAdrian –
Inšpirujúci článok. Chvostovú pílu ešte nemáme.. tak uvidíme, či ju nepridáme do rodiny :)
Inspiráló cikk. Nekünk még nincs farfűrészünk.. szóval meglátjuk, hogy sikerül-e a családba felvenni :)
Lefordítani a szöveget Eredeti szöveget mutatniRadim Puda –
Každý ze strojů má své specifické využití, na které se hodí především. Jsem rád za tento rozbor. Úhlová bruska má širší pole využití, ale na dřevo použiju vždy raději ocasku.
Mindegyik gépnek megvan a sajátos felhasználása, amelyre kifejezetten alkalmas. Örülök ennek az elemzésnek. A sarokcsiszolónak szélesebb a felhasználási területe, de én mindig jobban szeretem a farkát fán használni.
Lefordítani a szöveget Eredeti szöveget mutatniJán Francisci –
Zaujímave taketo výsledky by som nečakal.
Nem számítottam volna ilyen érdekes eredményekre.
Lefordítani a szöveget Eredeti szöveget mutatniDipl. ing. Jiří Borovka jednatel a majitel společnost Meliorace České Budějovice, spol. s r.o –
Používáme ve firmě od počátku většinu potřebného elektrického nářadí především od firmy Herman. Máme vyzkoušeno a ověřeno, že v našich podmínkách, je to nejspolehlivější a nejkvalitnější nářadí ze všech, co využíváme a potřebujeme. Nelze opomenout ani servis a dodávání ostatního spotřebního zboží. Pokud hovořím o naší společnosti, neznám lépe organizovanou firmu s tak kvalitním a rychlým servisem, což značně prospívá naší společností. Naši pracovníci, si tyto prostředky a to především úhlové brusky a vrtačky značně oblíbili a vyžadují i nadále jejich potřebu. Mohu konstatovat, že budeme plně využívat jejich dobře organizovaných služeb a kvalitních výrobků Herman.
Jiří Borovka - jednatel a majitel společnosti Meliorace České Budějovice, spol. s r o
A cégnél a kezdetektől fogva a legtöbb szükséges elektromos szerszámot használjuk, különösen a Herman cégtől. Teszteltük és igazoltuk, hogy a mi körülményeink között ez a legmegbízhatóbb és legminőségibb eszköz mindazok közül, amelyeket használunk és szükségünk van. Nem elhanyagolható egyéb fogyasztási cikkek kiszolgálása és kiszállítása sem. Ha a cégünkről beszélek, nem ismerek jobban szervezett céget, ilyen minőségi és gyors kiszolgálással, ami cégünknek nagy hasznát veszi. Munkatársaink nagyon szerették ezeket a szerszámokat, különösen a sarokcsiszolókat és fúrókat, és továbbra is igénylik őket. Kijelenthetem, hogy jól szervezett szolgáltatásaikból és minőségi Herman termékeikből teljes mértékben profitálni fogunk.
Lefordítani a szöveget Eredeti szöveget mutatniJiří Borovka – a Meliorace České Budějovice, spol. vezérigazgatója és tulajdonosa. s r o
Děkujeme za tak pozitivní recenzi naší firmy, moc si toho vážíme.
Anastázia Haalová –
Dobry den, komu zalezi na kvalite a odolnosti, vrele odporucam.
Jó napot, nagyon ajánlom mindenkinek, akit érdekel a minőség és a tartósság.
Lefordítani a szöveget Eredeti szöveget mutatniLubos Lorincz –
Začnem citáciou z reklamy na nemenovaný kolový nápoj: "Keď ju miluješ, nie je čo riešiť". Myslím si, že článok je napísaný tendenčne (aj keď v niekoľkých vetách uvádzate, že to tak nie je) v prospech chvostovej píly, resp. parametre sú zvolené (obodované) tak, aby zvíťazila píla.
Kezdeném egy idézettel egy meg nem nevezett kólásital hirdetéséből: "Amikor szereted, nincs vele mit kezdeni". Szerintem a cikk olyan tendenciával (még ha pár mondatban leszögezed is, hogy ez nem így van) a farokfűrész javára íródott, ill. a paramétereket úgy választják ki (pontozzák), hogy a fűrész nyerjen.
Lefordítani a szöveget Eredeti szöveget mutatniMarián Kováč –
Výborne spracovaný článok! Aj ja som mal zafixované, že "zastaralá chvostovka" je tak akurát vhodná na orezávanie konárov...
Vidím jej veľký potenciál pri montáži nerez trubiek v už hotových "vykachličkovaných miestnostiach" kde pri rezaní karbobrúskou
takmer s istotou hrozil problém s poškodením obkladu. A to sa vie prejaviť až po niekoľko týždňov, keď začne nastrelený oxid v kachličkách "hrdzavieť".... a my sme z montáží dávno preč...
Kiváló cikk! Arról is meg voltam győződve, hogy az "elavult farok" pont megfelelő az ágak nyírására...
Lefordítani a szöveget Eredeti szöveget mutatniLátom a benne rejlő nagy lehetőségeket a rozsdamentes acél csövek beépítésében a már kész "csempés helyiségekben", ahol széncsiszolóval vágnak.
szinte biztosan a burkolat sérülésével volt probléma. Ez pedig csak néhány hét múlva nyilvánulhat meg, amikor a csempékben lévő lőtt oxid elkezd "rozsdásodni"... és már régen elmentünk az összeszereléstől...
Ľubomír –
Veľmi zaujímavý článok. Keby som sa mal rozhodnúť, ktoré z náradia si kúpiť, tak určite by som kupoval obe náradia.
Každé plní, napr. pri stavbe, rekonštrukcii a pod., svoj účel a je veľmi praktické.
Nagyon érdekes cikk. Ha döntenem kellene, hogy a szerszámok közül melyiket vegyem meg, akkor mindenképpen mindkét eszközt megvenném.
Lefordítani a szöveget Eredeti szöveget mutatniMindegyik teljesíti, pl. építés, rekonstrukció, stb. során a rendeltetése és nagyon praktikus.
Michal Petrulák –
Inšpiratívny článok. Potvrdilo sa ,že chvostová píla je oprávnene mojím favoritom.
Inspiráló cikk. Megerősítették, hogy a farokfűrész jogosan a kedvencem.
Lefordítani a szöveget Eredeti szöveget mutatniMartin –
Mám obe som veľmi spokojný
Nekem mindkettő megvan és nagyon meg vagyok elégedve
Lefordítani a szöveget Eredeti szöveget mutatni