 Magyarország
Magyarország

Univerzális sablon fúrószárak ellenőrzéséhez
Ha pontosan le akarnánk írni egy „közönséges” hengeres szárú csigafúró szárat, több mint 30 különböző kifejezést kellene használnunk. Ezek közel fele paraméter.
A fúrószár csúcsszöge
A legfontosabb paraméterek közé tartozik az ε csúcsszög (epsilon a görög ábécéből). Ezt a fúrószár két fő vágóéle között mérjük (1. ábra) annak hegyén.
Az acélhoz készült csigafúrók esetében leggyakrabban 118° és 135° csúcsszögekkel találkozunk. A +/- 2–3 fokos eltérés a legtöbb alkalmazásnál nem kritikus.
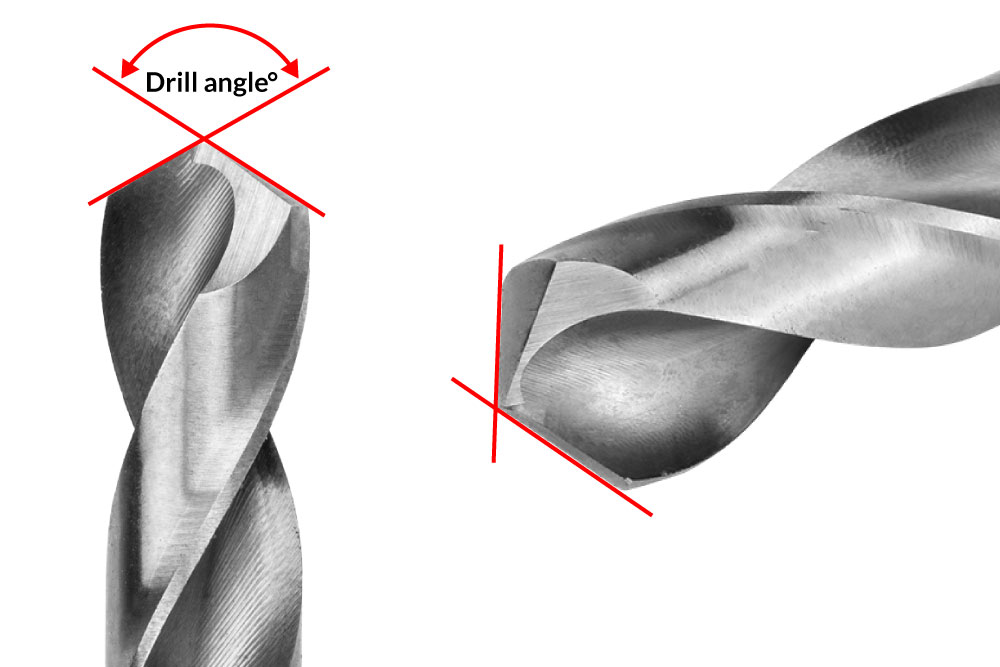
1. ábra. A fúrószár csúcsszöge

2. ábra. A két anya élei közötti szög 120°
A 118°-os szög közelítő meghatározásához egyszerűen használhatunk két hatlapú anyát – ezek könnyen beszerezhetők, és elegendőek, ha nem szükséges pontos mérés. Ha egymás mellé helyezzük őket, 120°-os szöget zárnak be, és a 118°-os csúcsszögű fúrószár szépen illeszkedik közéjük, ahogyan azt a 2. ábra mutatja.
Fúrószárakkal vagy süllyesztőkkel történő munkavégzés során, amelyek különböző csúcsszögekkel rendelkeznek – különösen, ha azok élezésével is foglalkozunk –, a szokásosan használt szögek tartománya jelentősen kibővül, és a két anya már nem elegendő.
Sablon a fúrószár csúcsszögének ellenőrzésére
Ez a sablon lehetővé teszi a fúrószár szögének vizuális összehasonlítását a sablon szögeivel, így nemcsak a szöget tudjuk beazonosítani, hanem némi szakértelemmel azt is meg tudjuk határozni, hogy az adott fúrószár milyen anyagokhoz alkalmas.
A HERMAN PT-31 fém sablon nyolc különböző szöget tartalmaz, 60° és 160° között (3. ábra), amelyek úgy lettek kiválasztva, hogy lefedjék a fúró- és süllyesztőszerszámoknál használt gyakori és ritkább csúcsszögeket is. Bárki hasznát veheti, aki fémmel vagy fával dolgozik.
A sablonon a szögjelölések egyértelműen fokokban vannak feltüntetve, és egy egyszerű milliméteres skálával is ki van egészítve. Emellett mind a négy sarkán egy-egy 90°-os külső szög található – bár ezek nincsenek megjelölve, számos helyzetben hasznosak lehetnek.
A nagyobb kopásállóság és a pontosság megőrzése érdekében a sablon rozsdamentes acélból készült. Egy praktikus lánc lehetővé teszi, hogy könnyen felfüggeszthessük egy jól látható helyre a munkapad közelében.

3. ábra. Fém sablon a fúrószár csúcsszögének ellenőrzéséhez
A sablon használata rendkívül egyszerű: a fúrószárat úgy kell hozzáilleszteni, hogy a hegye érintse a sablon kivágását. Ezután meg kell vizsgálni, hogy a vágóélek pontosan követik-e a sablonban lévő kivágás formáját. Ha igen, akkor a szög megfelel a sablonon feltüntetett értéknek. Ha nem, akkor másik kivágást kell próbálni – vagy szükség esetén a csúcsszöget kell módosítani a kívánt eredmény eléréséhez.
Ez a sablon nemcsak a fúrószár csúcsszögének ellenőrzésében segít, hanem gyorsan meghatározható vele, hogy a rendelkezésre álló fúrószárak milyen típusú anyagokhoz alkalmasak. Ezt azonban nem szabad egyértelmű kiválasztási kritériumnak tekinteni egy adott munkafolyamathoz – különösen, ha sorozatban nagyobb számú furatot készítünk.
Fontos megérteni, hogy bár a csúcsszög az egyik kulcsfontosságú paraméter, korántsem az egyetlen a fúrószárak esetében. A hatékony fúráshoz többek között megfelelő élkiképzésre, spirálszögre, alapanyagra stb. is szükség van. Más szóval, a megfelelő fúrószár kiválasztása az adott alkalmazáshoz nem mindig egyszerű.
Gyors tájékozódásra azonban a sablon tökéletesen elegendő.
Alapvetően érvényes a szabály: minél keményebb az anyag, amelyet fúrni szeretnénk, annál nagyobb csúcsszögű fúrószár szükséges. Puha anyagokhoz, mint a gumi vagy a műanyag, kisebb, 60° és 90° közötti csúcsszögű fúrószárak ajánlottak. Ezzel szemben nagyon kemény acélok esetében 130° vagy nagyobb csúcsszögű fúrószárakat alkalmaznak.
Mint mindig, itt is vannak kivételek. Például az alumíniumot jobban lehet fúrni "tompa" fúrószárral, vagyis nagyobb csúcsszöggel. Hasonlóképpen, a plexi repedésének kockázata is csökken, ha nagyobb szögű fúrószárat használunk.
Talán már találkozott olyan helyzettel, amikor egy vékony lemezt (pl. 1mm vastagságút) szeretett volna átfúrni egy hagyományos, 118°-os csúcsszögű fúrószárral, de a fúró megakadt, és majdnem kitépte a lemezt a kezéből. Pontosan ilyen vékony falú anyagok fúrásánál – még ha fémről is van szó – gyakran érdemesebb kisebb csúcsszögű fúrószárat használni.
A csúcsszög helyes megválasztása jelentős hatással van a furat pontosságára és tisztaságára, a fúrás sebességére, a szerszám kopására, valamint csökkenti a szerszám sérülésének kockázatát – és bizonyos esetekben még a balesetek kockázatát is.
A sablon szögei
Meg vagyok győződve arról, hogy a sablonon leggyakrabban használt szögek éppen a 118° és a 135° lesznek. Ennek a két szögnek a megkülönböztetése nagyon fontos – még ha egyetlen furat készítésekor nem is mutatkozik jelentős különbség, a gyakorlatban komoly szerepe van.
A 118°-os szög tipikusan a fekete HSS-R (4. ábra A) és a fényes HSS-G (4. ábra B) fúrószárakra jellemző. Mindkét típus alkalmas átlagos szilárdságú acélok (800N/mm²-ig), szürkeöntvény, színesfémek és bronz fúrására. Ez egy univerzális szög, amely széles anyagválasztékhoz megfelelő. A HSS-R fúrószár rugalmasságának köszönhetően ideális kézi fúrógépekhez – kevésbé hajlamos a törésre. Ezzel szemben a HSS-G hosszabb élettartamot és nagyobb pontosságot biztosít, viszont törékenyebb. További információkat a különbségekről a következő cikkben talál: Fekete HSS-R és fényes HSS-G: Miért nem akar senki fekete fúrószárakat?

4. ábra. HSS-R és HSS-G fúrószár – ebben az esetben mindkettő 118°-os csúcsszöggel

5. ábra. HSS-E Co5% fúrószár 135°-os csúcsszöggel
Rögtön a második helyen a 135°-os szög áll – ez tipikusan a nagyobb szilárdságú acélok, rozsdamentes acélok, hőálló acélok stb. fúrásához használt szög, különösen akkor, ha HSS-E fúrószárakról van szó, amelyek kobalttal ötvözött anyagból készülnek (5. ábra). Ilyen szöggel azonban találhatók HSS-G fúrószárak is, ám ezek élettartama jelentősen alacsonyabb, mint a HSS-E fúrószáraké.
A sablonon található további gyakran használt szögek a 60°, 90° és 120°. Ezek a szögek a süllyesztők csúcsszögeinek felelnek meg – akár hengeres, akár kúpos szárral rendelkeznek.
Nálunk legelterjedtebbek a 90°-os csúcsszögű háromélű kúpos süllyesztők (6. ábra), amelyeket leginkább csavarfejek besüllyesztése előtti élletörésre vagy a furat tisztább megmunkálására használnak.
A sablonon maradt még három ritkábban használt szög – 82°, 150° és 160°. Ezek az értékek a teljesség kedvéért szerepelnek, mert bár a műhelyi gyakorlatban ritkán, de előfordulnak.
A 82°-os szögű süllyesztők kifejezetten az amerikai szabványok (UNC/UNF) szerinti süllyesztett fejű csavarok furatainak kúpos kialakítására lettek tervezve.

6. ábra. HERMAN DIN 335 C süllyesztő, 90°
A 150° és 160° szögeket rendkívül kemény anyagok fúrására használják – leggyakrabban keményfémből készült fúrószárak esetében, illetve speciális központosító fúrószáraknál és süllyesztőknél, amelyek pontos vagy igényes ipari alkalmazásokhoz készültek.
Zárszó
Bár a csúcsszög csupán egy a fúrószár tulajdonságait és alkalmasságát befolyásoló paraméterek közül, az ismerete alapvető a hatékony munkavégzéshez. Egy egyszerű sablon segítségével gyorsan és áttekinthetően meghatározhatja a fúrószár vagy a süllyesztő csúcsszögét, amit minden szakember – gépész és mesterember egyaránt – nagyra értékel.
Legyen szó fémmel, fával vagy műanyaggal való munkáról, a csúcsszög helyes felismerése és megválasztása hozzájárul az betétszerszám élettartamának meghosszabbításához, a furatok minőségének javításához és a munkavégzés biztonságának növeléséhez.
Tartsa mindig kéznél a sablont – ez egy kicsi, de rendkívül hasznos segédeszköz, amely időt és felesleges gondokat takaríthat meg.
40.000 Ft feletti megrendelések esetén INGYENESEN mellékelünk egy sablont a fúrószár szögek ellenőrzésére. Csak írja be a FURO jelszót a kosár megjegyzés rovatába. Az ajánlat csütörtökig, 2025. május 29-ig érvényes.
Kulcsszavak: fúrás, csúcsszög, HSS-R, HSS-G, szögmérő sablon, megfelelő fúrószár kiválasztása, fúrószár csúcsszöge
Források:
A HERMAN cég belső műszaki és oktató dokumentációi


Ezt a cikket még senki nem kommentálta. Legyen Ön az első!