 Hungary
Hungary Többet tervez vásárolni? Kérjen árajánlatot
Többet tervez vásárolni? Kérjen árajánlatot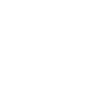
Újdonság: vágótárcsa nemvasfémek vágásához
A nemvasfémek tiszta felületű vágása szalagfűrésszel vagy fejlett technológiákkal, például lézer- vagy vízsugaras vágással érhető el. Szerelési munkáknál ezek a technológiák általában nem állnak rendelkezésre és viszonylag kielégítő eredményt lehet elérni szablyafűrésszel, szúrófűrésszel vagy körfűrésszel is. Ha pedig nincsenek kéznél ezek a szerszámok, akkor az alumínium és más nemvasfémek vágásához talán a legelterjedtebb és legelérhetőbb elektromos kéziszerszámot - a sarokcsiszolót is használhatja.
Bemutatjuk termékpalettánk új tagját: a HERMAN AX-50 SpeciAl vágótárcsát. Ez egy nemvasfémek vágására tervezett betétszerszám. A legtöbb neves csiszoló betétszerszám-gyártó cég termékpalettáján megtalálható, így a szakmai büszkeség nem engedte meg, hogy a miénkből hiányozzon - de már elöljáróban el kell mondanunk, és majd Ön is meglátja, hogy ez egy szükségmegoldás...
Ha nem tudja, mire számíthat, az eredmény valószínűleg csalódást fog okozni. Nem várhatja el, hogy a vágás tiszta felületű és sorjamentes legyen, mint az acél vágásakor.
Miért nem ajánlott hagyományos betétszerszámot, például a HERMAN AS-30 Classic vágótárcsát használni ezen fémek vágásához? A korundból készült abrazív betétszerszámokat elsősorban vasfémek megmunkálására tervezték, de gyakran használják őket műanyagok vágására is (pl. csatornacsövek, mert „nincs semmi más kéznél”). Nemvasfémeket is lehet velük vágni, de ez nem olyan hatékony, mint az erre a célra kifejlesztett speciális betétszerszámok használata. Több oka is van annak, hogy miért nem használunk hagyományos betétszerszámokat nemvasfémek vágására:
- ezen betétszerszámok gyorsabb elhasználódása
- a munkadarab nagyobb felmelegedése
- a betétszerszám vágóélének gyorsabb eltömődése a megmunkált fémmel
- alacsonyabb vágásminőség (nagyobb felületi deformáció a vágás után - több sorja)
A megmunkálás során a mechanikai súrlódás miatt keletkező magasabb hő, valamint az alumínium alacsony olvadási hőmérséklete miatt a munkadarab megpuhul, deformálódik, „tartósfolyás” lép fel a szerszám alatt. Ennek látható következménye a vágás utáni jelentős sorja (1. ábra).
A másik ok, amiért az alumínium vágásakor sorja keletkezik, az alumínium belső szerkezete - az alumínium köbös lapközéppontos kristályszerkezetű, síkjai könnyen elcsúsznak egymáson.
A betétszerszám forgása „elcsúsztatja” az egyes síkokat a forgás irányába.
1. ábra. Sorja az alumínium vágótárcsával történő vágása után

2. ábra. Szerkezeti acél vágási felülete vágótárcsával történő vágás után
A vasfémek vágásakor nincs ilyen problémánk, főleg ha az adott munkadarab megmunkálásához megfelelő betétszerszámot választunk, és betartjuk az ajánlott vágási paramétereket (a szerszám kerületi sebessége, a sarokcsiszoló előtolási sebessége a munkadarabhoz képest,...), sokkal tisztább, szinte sorjamentes vágást érünk el (2. ábra).
A nemvasfémek vágása sarokcsiszolóba befogott vágótárcsával egy szükségmegoldás. Akkor használjuk, ha nem kell sokat vágnunk, ha nem fontos a vágási feület külalakja, és semmi más nem áll rendelkezésünkre. A sarokcsiszoló gyakori szerszám, általában kéznél van egy, és amikor csak néha kell egy darab nemvasfém profilt levágni, vagy egy vastag elektromos kábelt átvágni, akkor használhatjuk.
Bár a vágási súrlódás által generált hő nem elegendő az alumínium megolvasztásához, „tartósfolyás” lép fel a szerszám alatt, és hajlamos eltömni és lezárni a csiszolószemcsék közötti réseket. A betétszerszám gyorsan veszít a vágási képességéből.
Alumínium megmunkálásakor nagyon fontos, hogy a munkadarab hőmérsékletét a lehető legalacsonyabban tartsuk. Ezért a vágótárcsával való vágás csak rövid idő alatt elvágható, nem kevesebb mint 2mm és legfeljebb 6-7mm falvastagságú profilokhoz alkalmas.
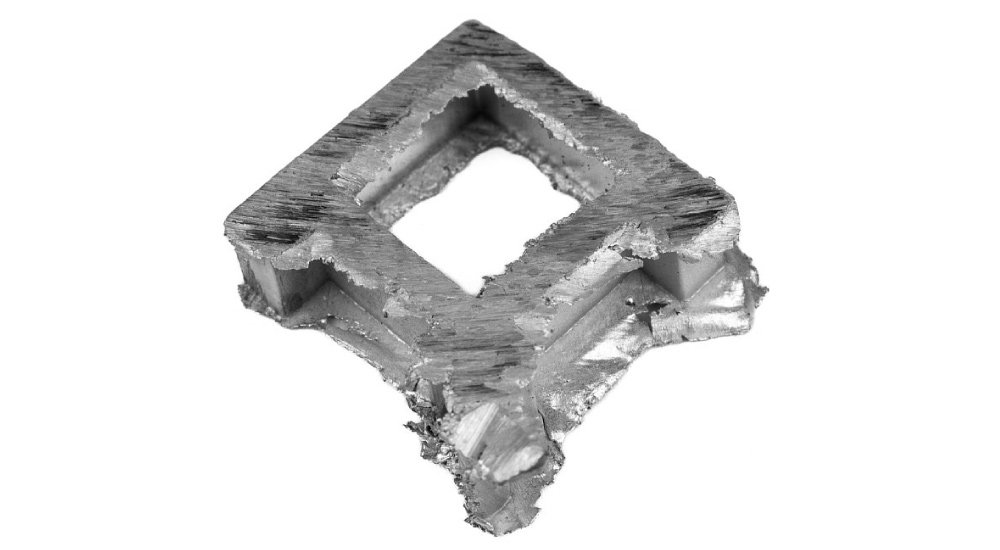
A vágótárcsával történő vágás során a munkadarab hő miatti deformációja nem kerülhető el teljesen. A betétszerszám élén lévő csiszolószemcsék közötti hézagok eltömődése sem - de ez a kifejezetten erre a célra tervezett betétszerszámon kissebb mértékben jelentkezik (3. ábra).
3. ábra. A betétszerszám vágóéle alumínium vágása után: alumíniumra való vágókorong (A), acélra való vágókorong (B)
A nemvasfémek vágására szolgáló speciális vágótárcsák az alkalmazott csiszolóanyagban különböznek a hagyományos abrazív betétszerszámoktól. Az olyan nemvasfémek, mint az alumínium, a réz, a bronz és a sárgaréz jobban vághatók szilíciumkarbiddal (SiC), mint korunddal (alumínium-oxid, Al₂O₃), amelyet a vasfémek megmunkálásához használnak, a következő okok miatt:
- Keménység: a szilíciumkarbid keményebb, mint a korund. Keménysége a Mohs-skálán körülbelül 9.5 , míg a korund keménysége 9. A szilíciumkarbid nagyobb keménysége lehetővé teszi az acélnál lágyabb nemvasfémek hatékonyabb vágását. A lágyabb anyagok vágásakor a korund gyorsabban kopik és veszít hatékonyságából. Szerkezete és keménysége miatt a szilíciumkarbid jobban alkalmas a színesfémek megmunkálására.
- Alacsonyabb reakcióképesség nemvasfémekkel: a szilíciumkarbid kevésbé hajlamos reakcióba lépni a nemvasfémekkel.
- Hőelvezetési képesség: a szilíciumkarbid jobb hőelvezetési tulajdonságokkal rendelkezik, mint a korund, ami segít megakadályozni az anyag túlmelegedését vágás közben. Ez fontos a nemvasfémek megmunkálásakor, amelyek érzékenyek lehetnek a túlmelegedésre, ami megváltoztathatja a tulajdonságaikat vagy deformációt okozhat.
Térjünk vissza a HERMAN AX-50 SpeciAl vágótárcsánkhoz. Összehasonlítottuk jellemzőit két konkurens tárcsával: a RHODIUS XT24 ALU (nemvasfémek vágására) és a RHODIUS XT69 MULTI (nemvasfémek és kő vágására). Az érdekesség kedvéért a leggyakoribb vágótárcsánkat, az acél vágására szolgáló HERMAN AS-30 CLASSIC-ot is bevontuk. Minden tárcsa 125x1,0mm-es volt.
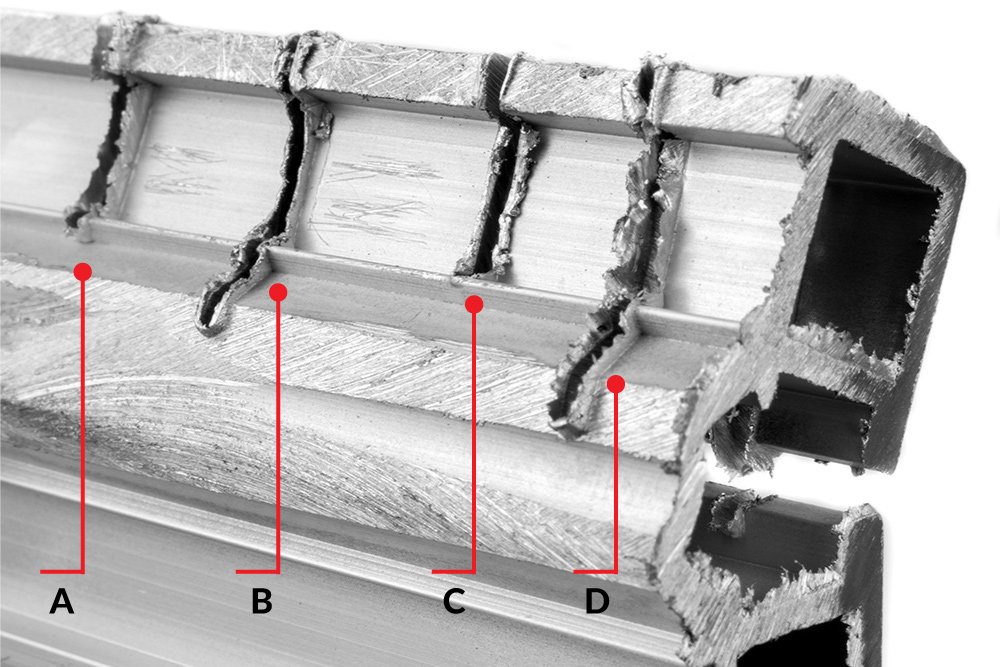
4. ábra. A bevágások alakja az alumíniumprofilban a következő tárcsákkal.: RHODIUS XT24 MULTI (A), HERMAN AX-50 SpeciAl (B), RHODIUS XT69 ALU (C), HERMAN AS-30 Classic (D)
A vizsgált munkadarabnak egy AlMgSi 0,5 szerkezeti profilt választottunk, amely jól ismert a géptervezők körében. Ez egy alumíniumötvözet (99% Al), amelyben nyomokban szilícium, magnézium, króm, cink és titán is található. A profil mérete 40x20mm, belül üreges, keresztmetszete kb. 100mm2 . Ebbe az anyagba 25 darab vágást végeztünk kézzel, mindegyik tárcsával.
Szubjektív benyomás az ezekkel a betétszerszámokkal végzett munkavégzésről: a tesztet „vakon” végeztük el - a kezelő nem tudta, hogy melyik tárcsa van éppen befogva a sarokcsiszolóba. A dolgozó egyáltalán nem látott vagy érzett különbséget a betétszerszámok között. Ennek az anyagnak a vágása kevésbé volt kényelmes az acél vágásához képest, érezni lehetett az anyag „ellenállását” a vágással szemben. Még az egyes tárcsák által a profilban lévő bevágás kinézetében sem lehet nagy különbségeket látni (4. ábra). A B és C bevágásoknál, amelyeket kifejezetten nemvasfémek vágására tervezett tárcsákkal készítettek, kisebb volt a sorja.
A táblázatban összefoglalt eredmények többet árulnak el:
| RHODIUS XT 24 ALU | RHODIUS XT 69 MULTI | HERMAN AX-50 SpeciAl | HERMAN AS-30 Classic | |
 |
 |
 |
 |
|
| A tárcsa maradék átmérője 25 vágás után (mm) | 100 | 86 | 99 | 92 |
| A vágás külalakja |  |
 |
 |
 |
1. táblázat. Az összehasonlító teszt eredményei
Ahogyan az várható volt - a legjobb és gyakorlatilag azonos eredményt a két, kifejezetten nemvasfémek vágására tervezett vágótárcsa: a RHODIUS XT24 ALU és a HERMAN AX-50 SpeciAl érte el. Ezek a tárcsák koptak a legkevésbé, és a munkadarab vágási felülete is kissebb sorjával rendelkezik, mint a többi esetben (5. ábra).
A RHODIUS XT69 MULTI tárcsa (nemvasfémek és kő vágására) kissé gyengébb eredményeket ért el.
A HERMAN AS-30 CLASSIC tárcsánál (amelyet nem nemvasfémek vágására terveztek) a vágás felületén nagyobb sorja található, és a vágott él is jobban elszíneződött a magasabb hőmérséklet miatt. A kopása azonban kisebb volt, mint a RHODIUS XT69 MULTI tárcsáé.

5. ábra. A vágott felület sorjája és elszíneződése a vágás után: színesfémre való vágótárcsa (A), acélra való vágótárcsa (B)

6. ábra. Az egyes tárcsák kopása 25db vágás után (20x10mm-es alumíniumprofil vágása)
A 6. ábra az egyes tárcsák kopását mutatja a vizsgálat után. Az illusztráció és az összehasonlítás érdekében az AS-30 Classic vágótárcsát is elhelyeztük a képen 25 db vágás után, egy 200mm2 keresztmetszetű szerkezeti acélrudat vágtunk, ami az alumíniumprofil keresztmetszetének kétszerese. Ennek ellenére ennek a tárcsának a kopása a többi tárcsához képest elhanyagolható - láthatjuk, hogy a nemvasfémek vágása sokkal nagyobb kihívást jelent, mint a kemény acél vágása.
Az egyes vágótárcsák a képen:
- A – új 125mm átmérőjű vágótárcsa
- B – HERMAN AS-30 Classic acél vágására való tárcsa - 25 db vágás után (16mm átmérőjű és 201mm2 keresztmetszetű szerkezeti acél vágása után)
- C – HERMAN AX-50 SpeciAl nemvasfémek vágására való tárcsa 25 db vágás után (100mm2 keresztmetszetű alumíniumprofil vágása után)
- D – HERMAN AS-30 Classic acél vágására való tárcsa 25 db vágás után (100mm2 keresztmetszetű alumíniumprofil vágása után)
Zárszó
A teszt azt mutatja, hogy a nemvasfémek vágása sarokcsiszolóval igazi kihívás, a munka nem kényelmes, a betétszerszámok gyorsan kopnak, és a vágási eredmény messze nem tökéletes. Ha úgy dönt, hogy nemvasfémeket vág sarokcsiszolóval, érdemes kifejezetten erre a célra tervezett tárcsát használni. Jobb eredményt fog elérni, és később a vágási felület megmunkálása egyszerűbb lesz.
A 7. ábra a profil vágási felületét mutatja az AX-50 SpeciAl tárcsával történő vágás után és egy 30 másodperces, P120-as szemcseméretű csiszolópapírral végzett csiszolás után.
Ezeknek a fémeknek a csiszolása még bonyolultabb, mint a vágásuk. De legalább említsük meg a HERMAN LY-20 SpeciAl lamellás tárcsát, amelynek csiszolófellülete Abranet Maxból készül, és az alumínium csiszolásakor a csiszolóanyag hálós szerkezetének köszönhetően lényegesen jobb eredményt érünk el, mint egy hagyományos lamellás tárcsa használatakor.

7. ábra. Alumíniumprofil vágási felülete: AX-50 SpeciAl tárcsával történő vágás után (A), csiszolópapírral történő csiszolás után (B)
Bár az alumínium vágása sarokcsiszolóval csak kényszerhelyzetben alkalmazható, nem baj ha van kéznél néhány ilyen tárcsa. Mivel a csiszolóanyag szilíciumkarbid, nemcsak nemvasfémek, hanem egyes építőanyagok vágására is használható. Például tégla vágása ezzel a tárcsával gyorsabb és pontosabb, mint várjuk. Hiszen nem is olyan régen, amikor a gyémánttárcsák még sokszorosan drágábbak voltak, mint manapság, a megfizethetőbb kőre való vágótárcsák szilíciumkarbidból készültek.
Kulcsszavak: nemvasfémek vágása, alumínium vágása, vágótárcsa, sarokcsiszoló, vágás sarokcsiszolóval, alumínium, sorja, vágásminőség
Források:
A HERMAN cég belső műszaki és oktató dokumentációi


Mikulas Tóth –
Super popísane, na predajni nám pomôže lepšie vysvetlenie pre zákazníkov.
Szuper leírás, jobb magyarázat a vásárlóknak segít nekünk az üzletben.
Lefordítani a szöveget Eredeti szöveget mutatniRenáta Sliwková –
Tento kotouč určitě si objednáme na naší prodejnu
Ezt a lemezt biztosan megrendeljük üzletünkben
Lefordítani a szöveget Eredeti szöveget mutatniFafrák Ján –
Veľmi poučné a hlavne dobre vedieť aj to že je možnosť použitia kotúča aj na stavebné materiáli. Vďaka????
Nagyon informatív, és különösen jó tudni, hogy a lemezt építőanyagokon is lehet használni. Köszönöm????
Lefordítani a szöveget Eredeti szöveget mutatni